
#15 Additivi per applicazioni pre e post stampa digitale
- Decorazione digitale e nuovi scenari
- Applicazioni prima della stampa digitale
- Eccessivo o insufficiente drenaggio dello smalto
- Accumulo di vapore acqueo sottoforma di condensa sulle barre di stampa
- Disomogeneità di assorbimento dello smalto
- Applicazioni post stampa digitale
1. Decorazione digitale e nuovi scenari
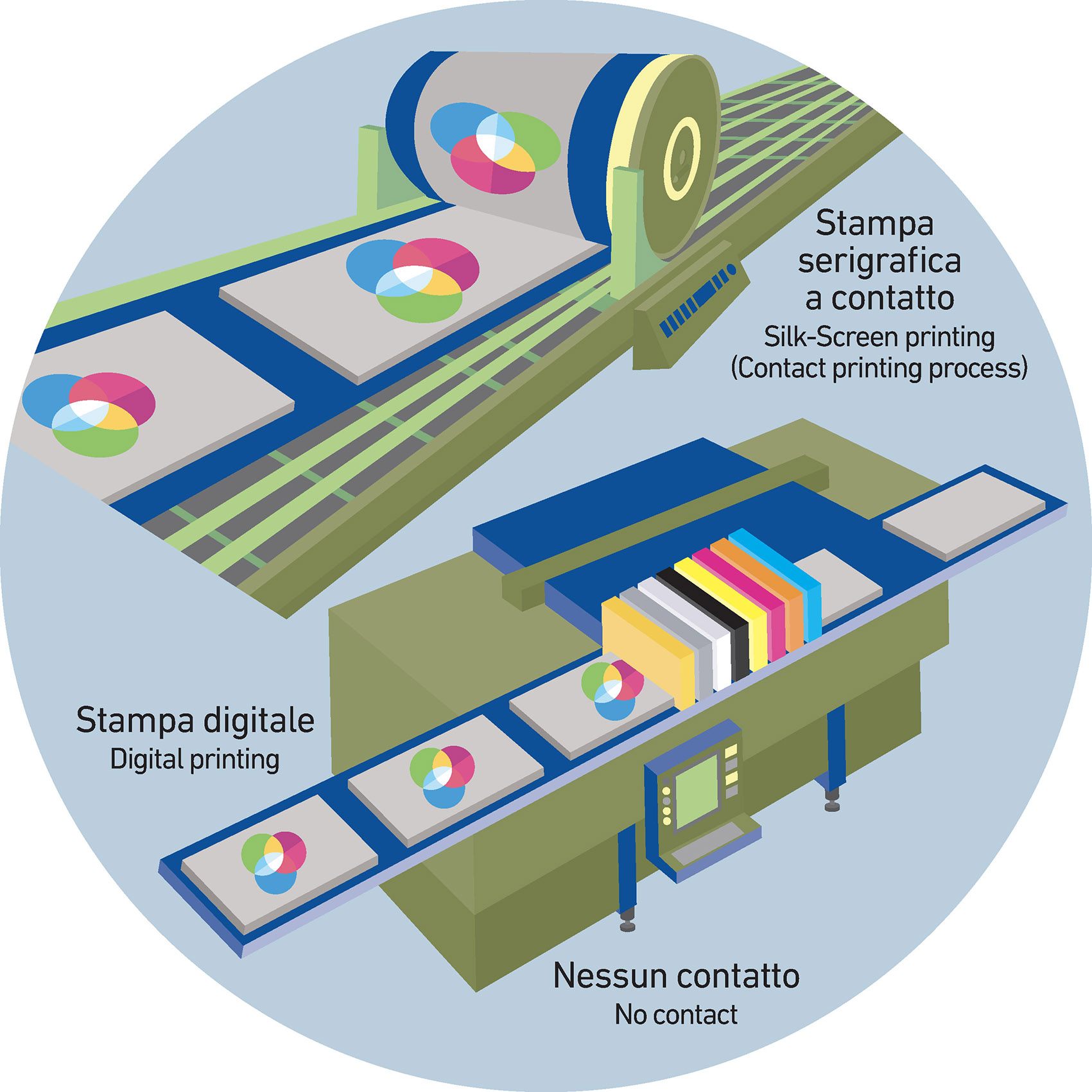
La decorazione a getto d’inchiostro che ha nel tempo quasi completamente sostituito la decorazione tradizionale (comunemente definita “a contatto” essendo essa impressa sulla superficie della piastrella per mezzo di retini serigrafici o rulli siliconici) se da un lato ha eliminato alcune tipologie di problemi ne ha dall’altro fatte emergere di nuove, per certi versi più complesse.
Tra esse, la più diffusa riguarda i fenomeni d’idrorepellenza dovuti alla mancanza di compatibilità chimica tra gli inchiostri a base di solventi apolari e l’acqua – solvente polare – contenuta nelle sospensioni di smalto utilizzate lungo la linea produttiva prima e dopo la fase di stampa digitale.
Una seconda rilevante questione emersa dal mutato scenario del sistema di decorazione riguarda l’inadeguato assorbimento dello smalto sul quale viene poi depositato l’inchiostro digitale: tale anomalia può talvolta tradursi in difetti legati alla definizione di stampa.
Partiamo da quest’ultima.
2. Applicazioni della stampa digitale
- L’assorbimento dello smalto
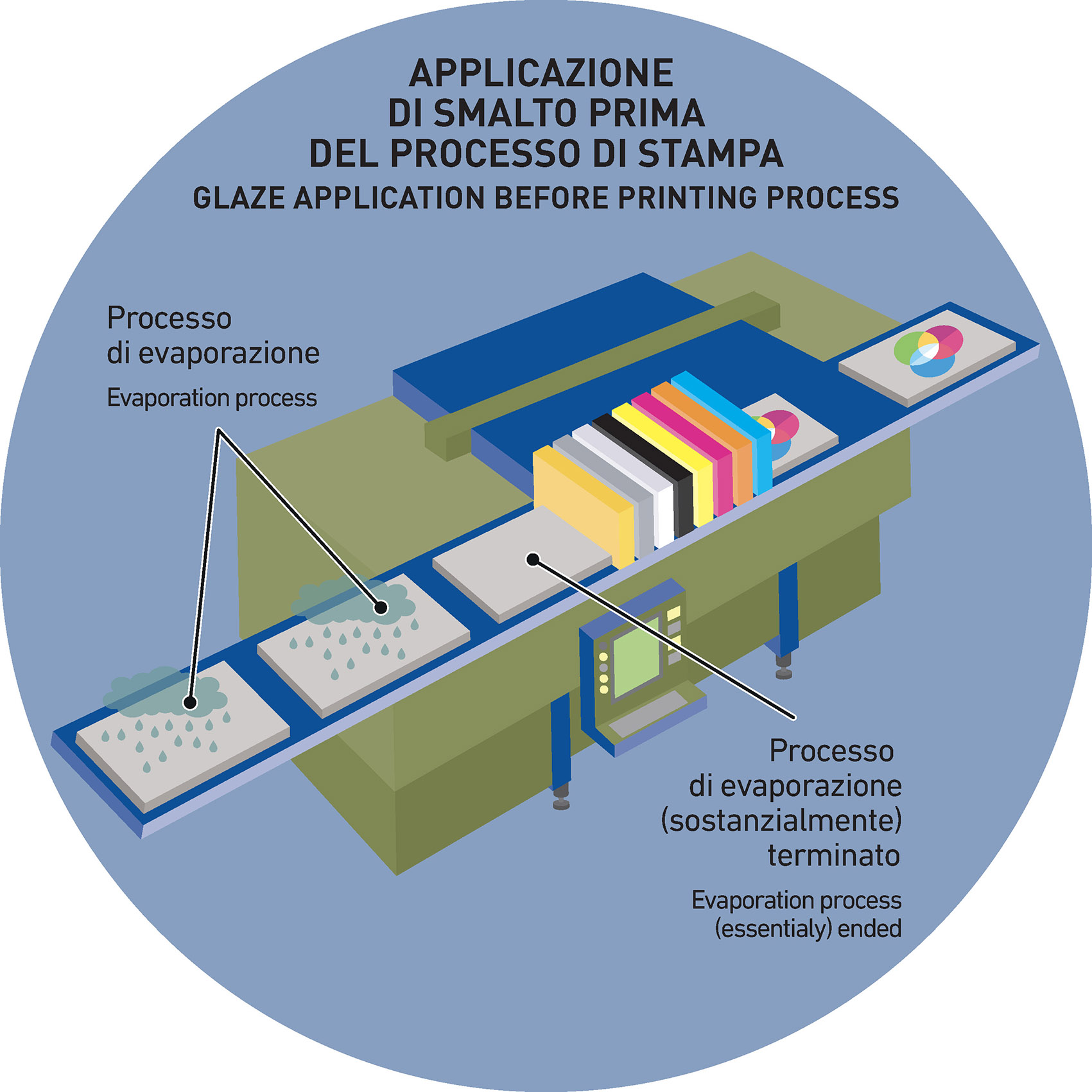
In linea generale, è piuttosto raro che sulla linea di produzione uno smalto applicato sulla superficie ceramica arrivi eccessivamente bagnato in corrispondenza della stampante digitale: in altre parole la percentuale di acqua (solvente polare) contenuta nella sospensione di smalto applicata prima della stampa tende ad evaporare in larga parte prima che il pezzo ceramico sia giunto al di sotto delle testine di stampa da cui viene sparato l’inchiostro a base di solventi apolari.
Questa è la ragione per la quale si assiste altrettanto raramente a fenomeni di repellenza da parte dell’inchiostro (incompatibilità di natura chimica / differenza di polarità e tensione superficiale) sullo smalto applicato nella fase di processo che precede la stampa.
Tuttavia, può capitare che un determinato smalto possegga valori di drenaggio non appropriati (scarsamente o eccessivamente drenante) che ricadono negativamente sulle fasi successive di processo. In questi casi è necessario ricorrere a una specifica categoria di additivi: i PRIMER.
Che tipo di additivo è un PRIMER?
Vengono definiti primer, non solo in campo ceramico, tutti quei prodotti applicati a una superficie in grado di creare i presupposti tecnici ad accogliere la successiva applicazione.
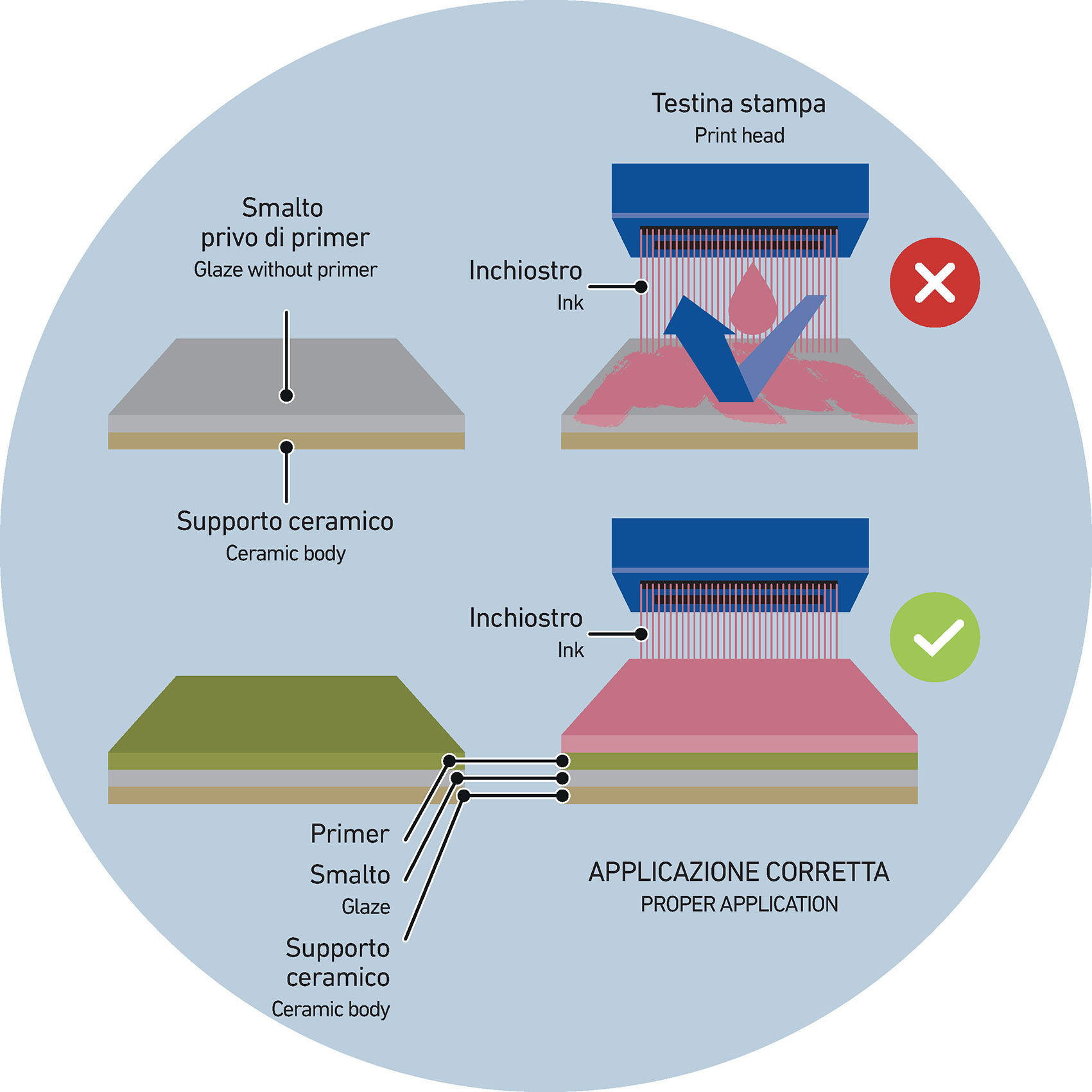
Nel nostro caso specifico stiamo parlando di un additivo da inserire all’interno o sopra allo smalto e capace di scongiurare alcune particolari problematiche che possono venirsi a creare durante l’applicazione di inchiostro digitale a base solvente. Di seguito le più frequenti:
- Eccessivo o basso drenaggio dello smalto
- Eccesso di vapore acqueo
- Disomogeneità di assorbimento dell’inchiostro da parte dello smalto
A) ECCESSIVO O INSUFFICIENTE DRENAGGIO DELLO SMALTO
ECCESSIVO DRENAGGIO
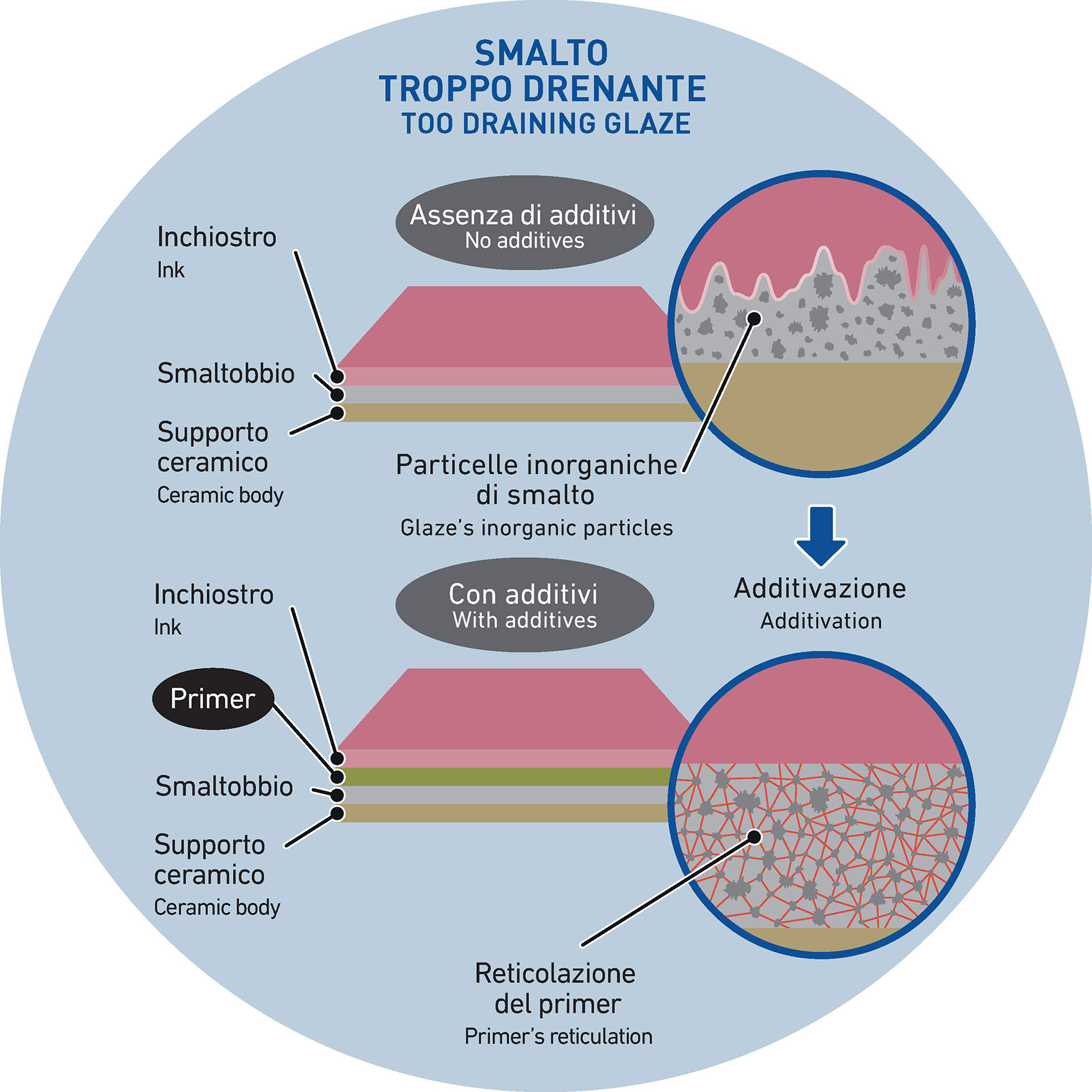
Nel caso di smalti eccessivamente drenanti è possibile assistere a una profonda penetrazione dell’inchiostro all’interno dello smalto con la conseguente necessità di incrementare lo scarico (quantità) di inchiostro in modo da ottenere un risultato finale corretto.
A solo titolo di esempio, in concomitanza di una decorazione su smaltobbio (il cui colore è di norma bianco opaco), l’eccessiva penetrazione dell’inchiostro negli strati più profondi dello smalto (che viene dunque a trovarsi immerso all’interno di una matrice opaca) comporta – dopo cottura – una sua scarsa visibilità.
In questo tipo di scenario, per quanto raro, lo smalto (per lo più poco plastico) è caratterizzato dalla presenza di molte materie prime inorganiche che, pur essendo coese, presentano tra loro molti spazi vuoti che consentono il drenaggio (cioè la penetrazione) dell’inchiostro.
Onde evitare e/o contenere il problema, di norma s’interviene preventivamente additivando lo smalto liquido con opportuni PRIMER in grado di creare un reticolo tra le particelle di smalto che riduce la penetrazione dell’inchiostro e dei solventi negli strati più profondi.
Il tipo e la quantità di primer determinano minore o maggiore chiusura degli interstizi e dunque minore o maggiore drenaggio
BASSO DRENAGGIO
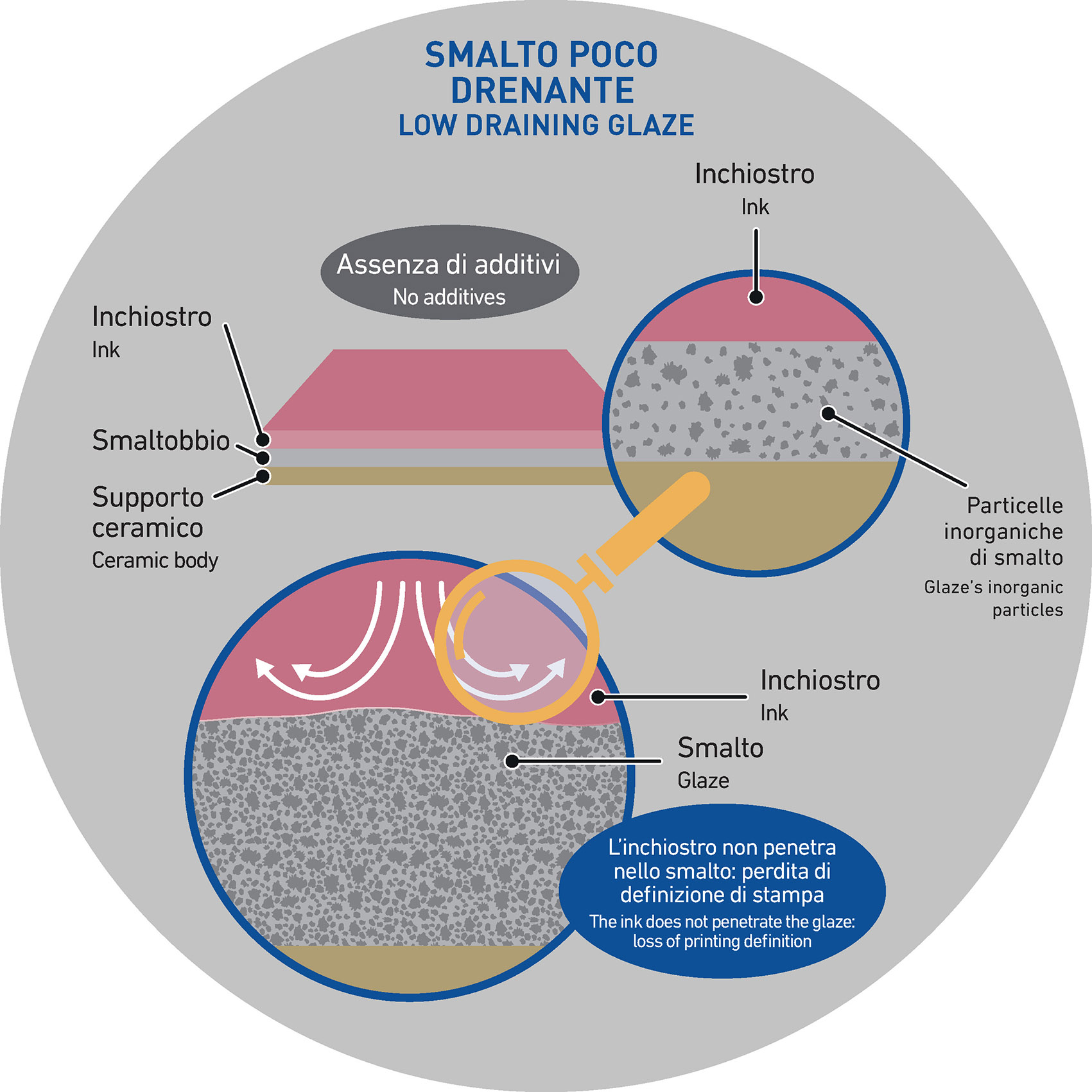
In alcuni casi il problema può essere opposto: ci si può cioè trovare in concomitanza di un supporto smaltato caratterizzato da un bassissimo livello di assorbimento che produce come conseguenza diretta una significativa perdita di definizione di stampa, specie se il progetto grafico prevede l’uso di importanti quantitativi d’inchiostro.
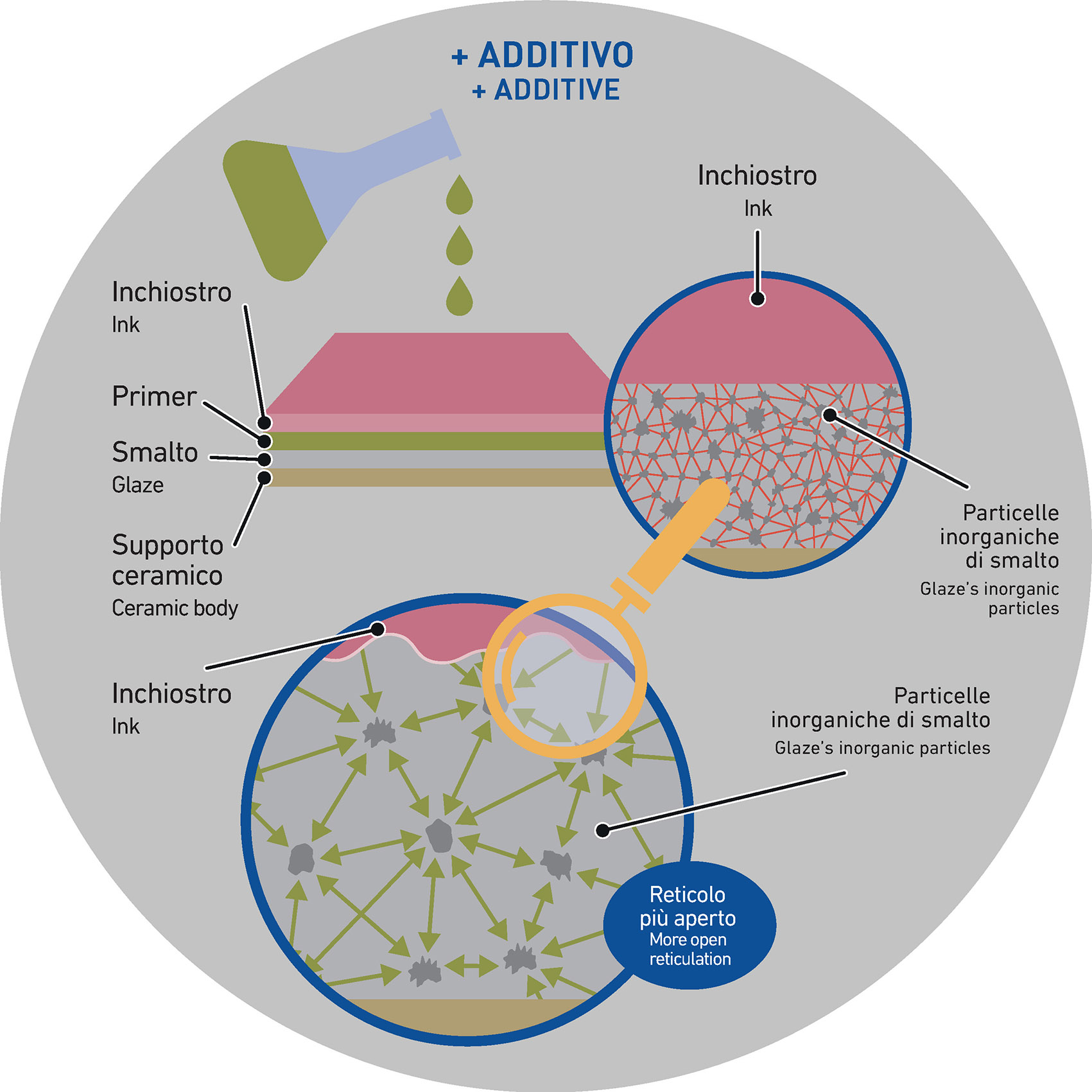
Davanti a questo scenario l’intervento più saggio, per quanto drastico, è analizzare con attenzione gli additivi presenti in sospensione e verificare la formulazione dello smalto (o dell’engobbio) andando a revisionare tutti i parametri sino al conseguimento delle migliori condizioni di drenaggio. In alcuni casi è utile anche diminuire alcune materie prime inorganiche molto plastiche che tendono già di per sé a ridurre il drenaggio.
L’obiettivo principale è sostanzialmente la formulazione calibrata di un additivo capace di promuovere condizioni reologiche ottimali utili a creare all’interno dello smalto un reticolo maggiormente aperto che consenta all’inchiostro di penetrare meglio la superficie (maggiore drenaggio).
Da un punto di vista chimico si cerca di limitare l’utilizzo di polimeri leganti a favore di additivi in grado di rendere coeso il sistema senza creare un effetto filmogeno.
Tali additivi, aggiunti direttamente in linea di smalteria, espandono il reticolo dello smalto conferendo allo smalto un maggiore livello di drenaggio (volgarmente possiamo dire che allontanano tra loro le particelle inorganiche dello smalto).
B) ACCUMULO DI VAPORE ACQUEO SOTTOFORMA DI CONDENSA SULLE BARRE DI STAMPA
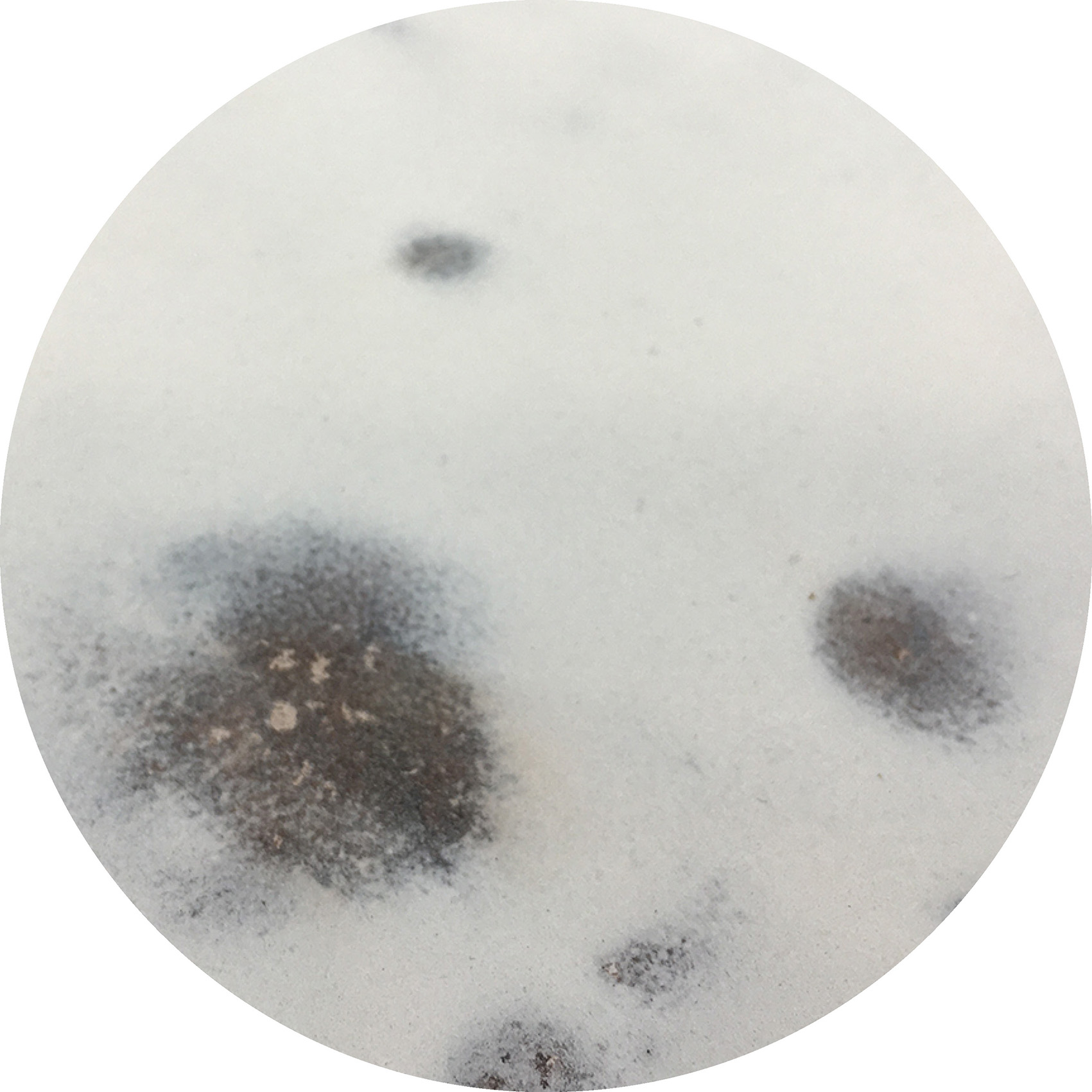
Le piastrelle che arrivano sotto le testine di una stampante digitale con uno smalto ad alto contenuto d’acqua (piastrelle che hanno di norma una temperatura che può oscillare dai 50°C ai 60°C) possono essere motivo di criticità nel momento in cui “entrano all’interno” della stampante digitale: il vapore acqueo da esse prodotto tende ad accumularsi sulle parti metalliche della barra di stampa fino alla formazione di gocce che possono ricadere sulla piastrella, danneggiandola inevitabilmente.
Questo specifico problema può essere risolto agendo in diversi modi.
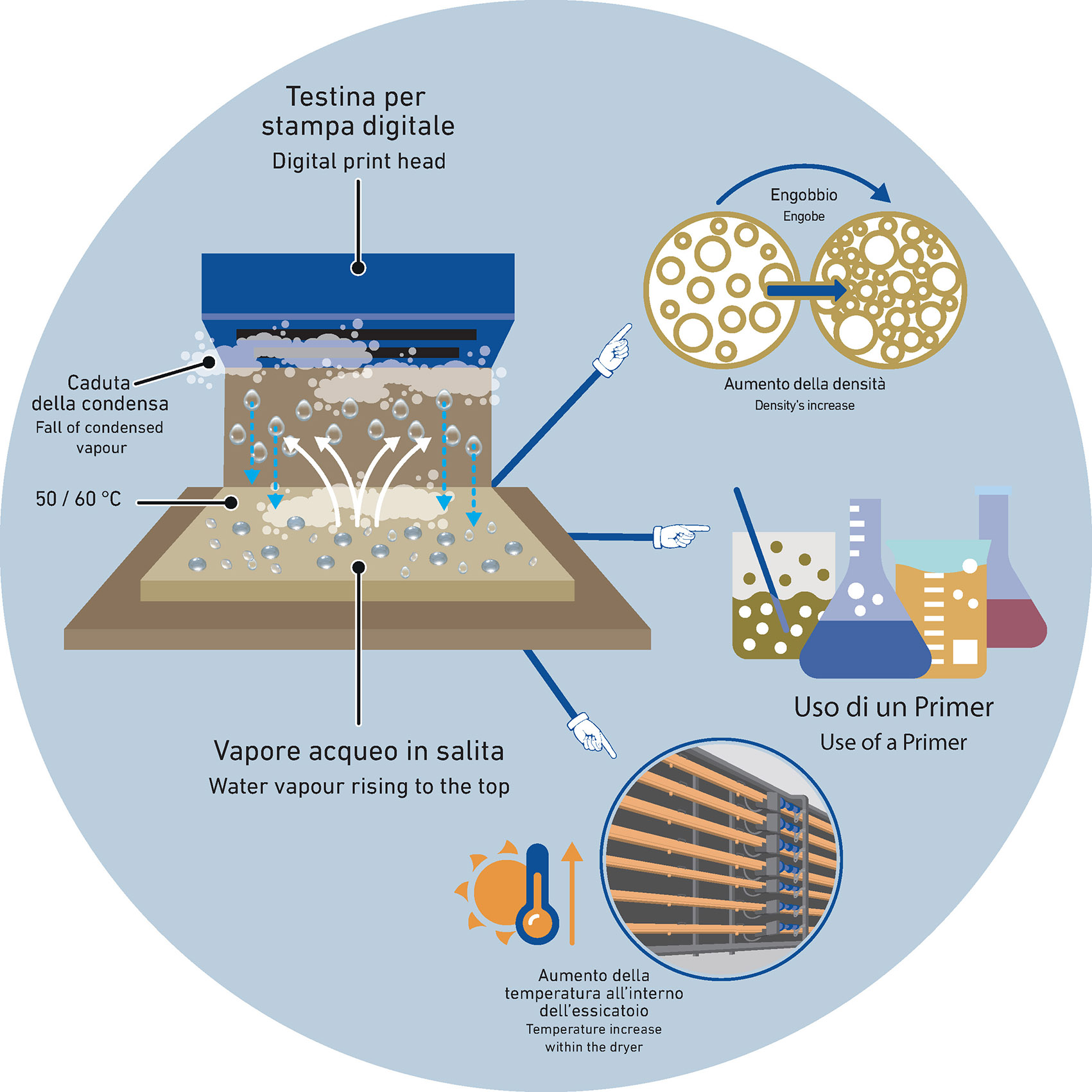
- In primo luogo, se possibile, si suggerisce di aumentare la temperatura dell’essiccatoio in modo che l’evaporazione avvenga quasi completamente nella fase antecedente al processo di stampa digitale.
È tuttavia importante fare molta attenzione ed evitare che il pezzo ceramico arrivi sotto la stampante digitale con una temperatura troppo elevata: una piastrella troppo calda può infatti danneggiare la barra surriscaldandola o creare diversi ordini di problemi ai nozzle (come, ad esempio, una loro parziale ostruzione a seguito dello shock termico subito).
Un altro inconveniente che può presentarsi quando la piastrella è eccessivamente calda è legato all’evaporazione dei solventi dell’inchiostro nel momento in cui esso viene sparato dalla testina sulla piastrella.
Cosa significa?
Nel percorso dal noozle alla superficie della piastrella la temperatura elevata può portare ad una parziale evaporazione del solvente della goccia di inchiostro, vapore che progressivamente si accumula sottoforma di gocce che poi cadono sulla piastrella Va anche detto, che diverse stampanti digitali posseggono un meccanismo di blocco nel caso in cui venisse rilevata una temperatura fuori standard. - In secondo luogo, si potrebbe aumentare la densità dell’engobbio e/o dello smalto agendo con un diverso tipo di additivazione al fine di ridurre al minimo indispensabile la quantità di acqua in applicazione. Si tratta sostanzialmente di creare le corrette condizioni – a livello di fluidificazione e stabilità reologica – utili e necessarie a lavorare con densità superiori senza intaccare il buon livellamento dell’engobbio o dello smalto. Le famiglie di additivi utilizzabili ai fini dell’ottenimento del risultato possono essere molteplici (fluidificanti, livellanti, leganti) e, esattamente come la loro formulazione, vanno selezionati e calibrati su misura in base alla specificità dello scenario produttivo. Essi possono in ogni caso essere aggiunti sia in fase di macinazione che lungo la linea di smalteria
- Una terza opzione chiama in causa proprio l’uso di un PRIMER (da applicare all’interno o, molto più frequentemente, sopra allo smalto) che, interagendo chimicamente con l’acqua, riduce significativamente l’eccessiva evaporazione, prevenendo pertanto eventuali accumuli di vapore in prossimità delle testine
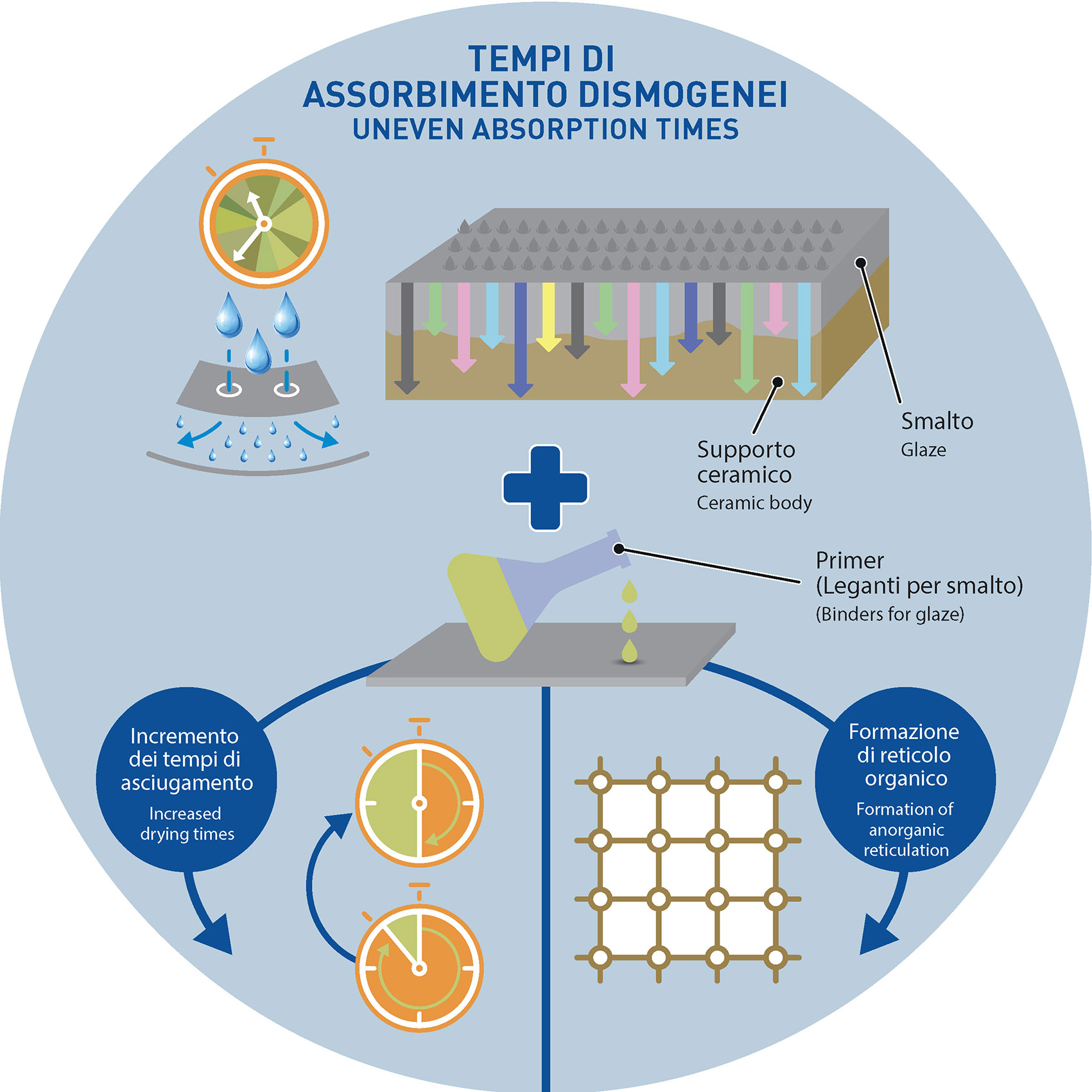
C) DISOMOGENEITÀ DI ASSORBIMENTO DELLO SMALTO
In alcuni casi, le piastrelle (in particolare quelle con superfici strutturate) possono assorbire l’inchiostro in modo disorganico costringendo i produttori a ricorrere all’uso di primer specifici (leganti o bagnanti di substrato) capaci di livellare le differenze.
Come lo fanno?
Le colle o leganti per smalti possono migliorare la stesura dello smalto incrementandone i tempi di asciugamento (permettendo in sostanza che lo smalto abbia a disposizione un tempo maggiore per livellarsi) e producendo al contempo un reticolo organico che nella maggior parte dei casi contribuisce a uniformare gli asciugamenti tra una zona e l’altra della piastrella.
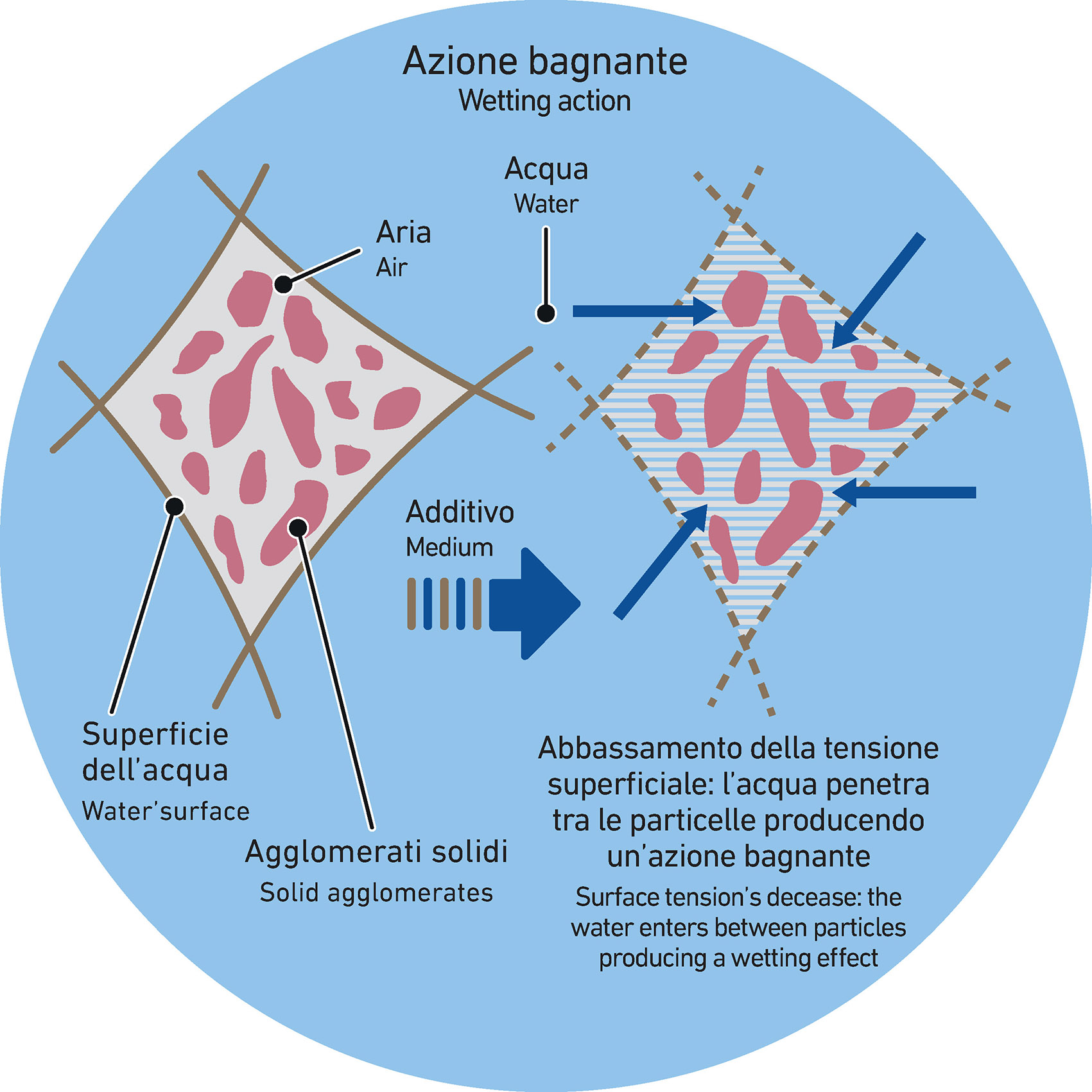
In altri casi, i bagnanti di substrato – andando a ridurre la tensione superficiale dello smalto – possono talvolta ridurre anche la differenza di tensione superficiale che sussiste tra inchiostro (a base solvente) e smalto (a base acqua) producendo una migliore ricezione dell’inchiostro sul supporto che si traduce in una riduzione della disomogeneità di assorbimento.
Allo stesso modo, i bagnanti di substrato agevolano una distribuzione più omogenea delle particelle solide all’interno dello smalto (disagglomerando ad esempio alcune di esse) migliorando come diretta conseguenza l’omogeneità e uniformità applicativa.
3. Applicazioni post stampa digitale
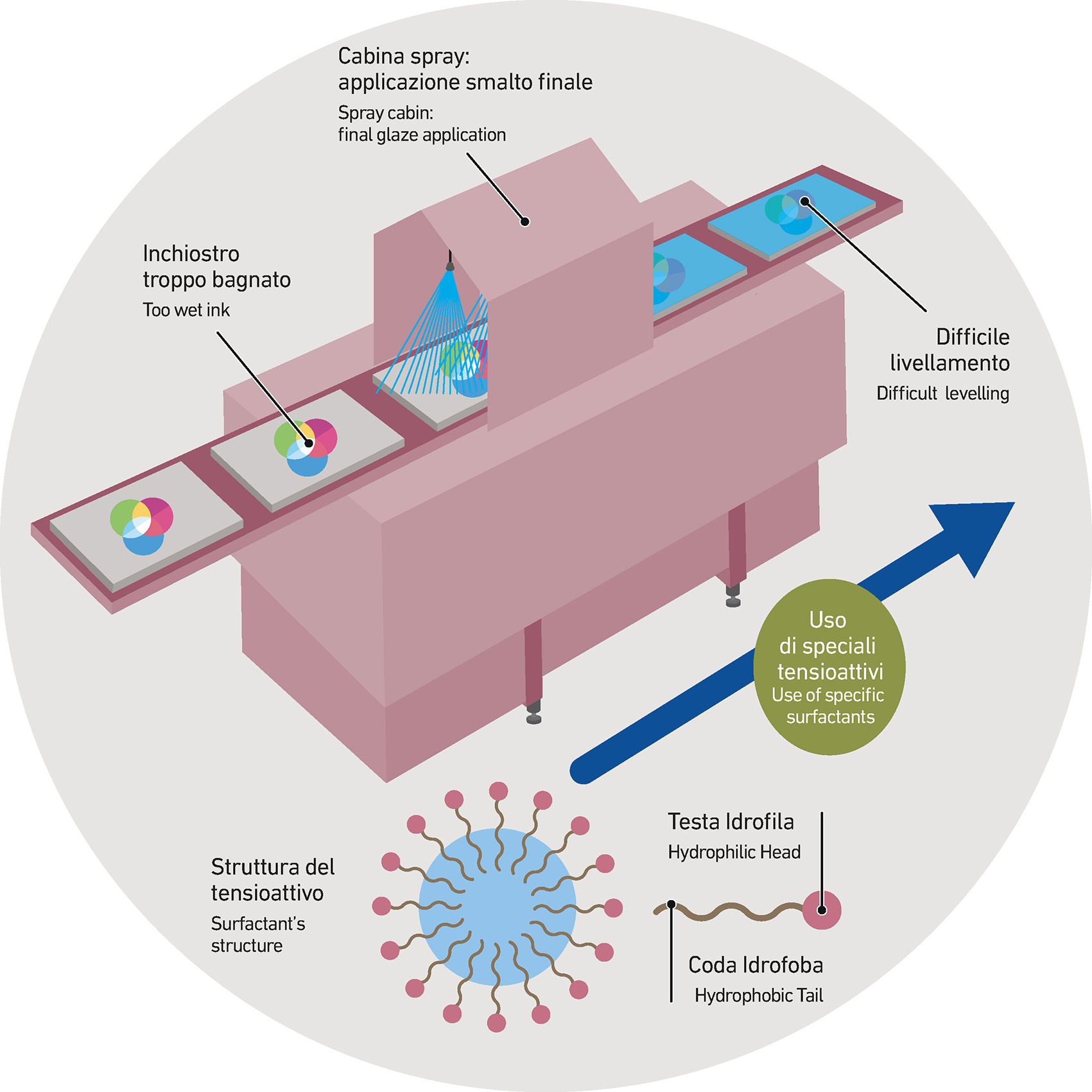
Le applicazioni successive alla stampa digitale presentano non di rado un problema ricorrente spesso riconducibile all’incompatibilità tra i solventi (polimeri apolari) presenti negli inchiostri e le applicazioni a base acqua (solvente polare) di fine linea: top glaze, slurry di graniglia, smalti ad alto peso per successiva levigatura, etc.
I solventi che costituiscono gli inchiostri sono veri e propri derivati degli oli che creano una pellicola superficiale in corrispondenza dei punti di decoro. L’applicazione a campo pieno della sospensione acquosa (smalto) genera una vera e propria repellenza della sospensione in corrispondenza del decoro.
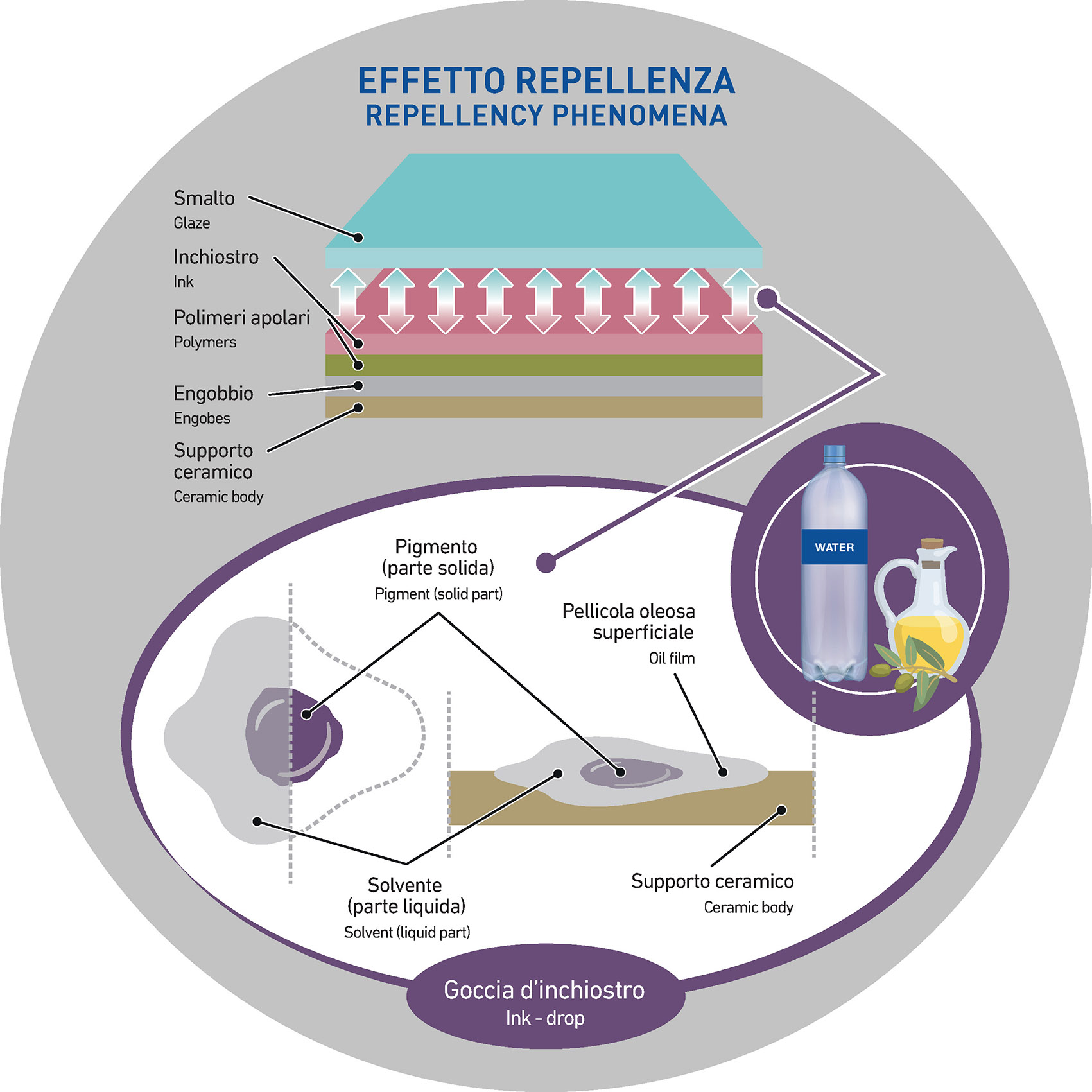
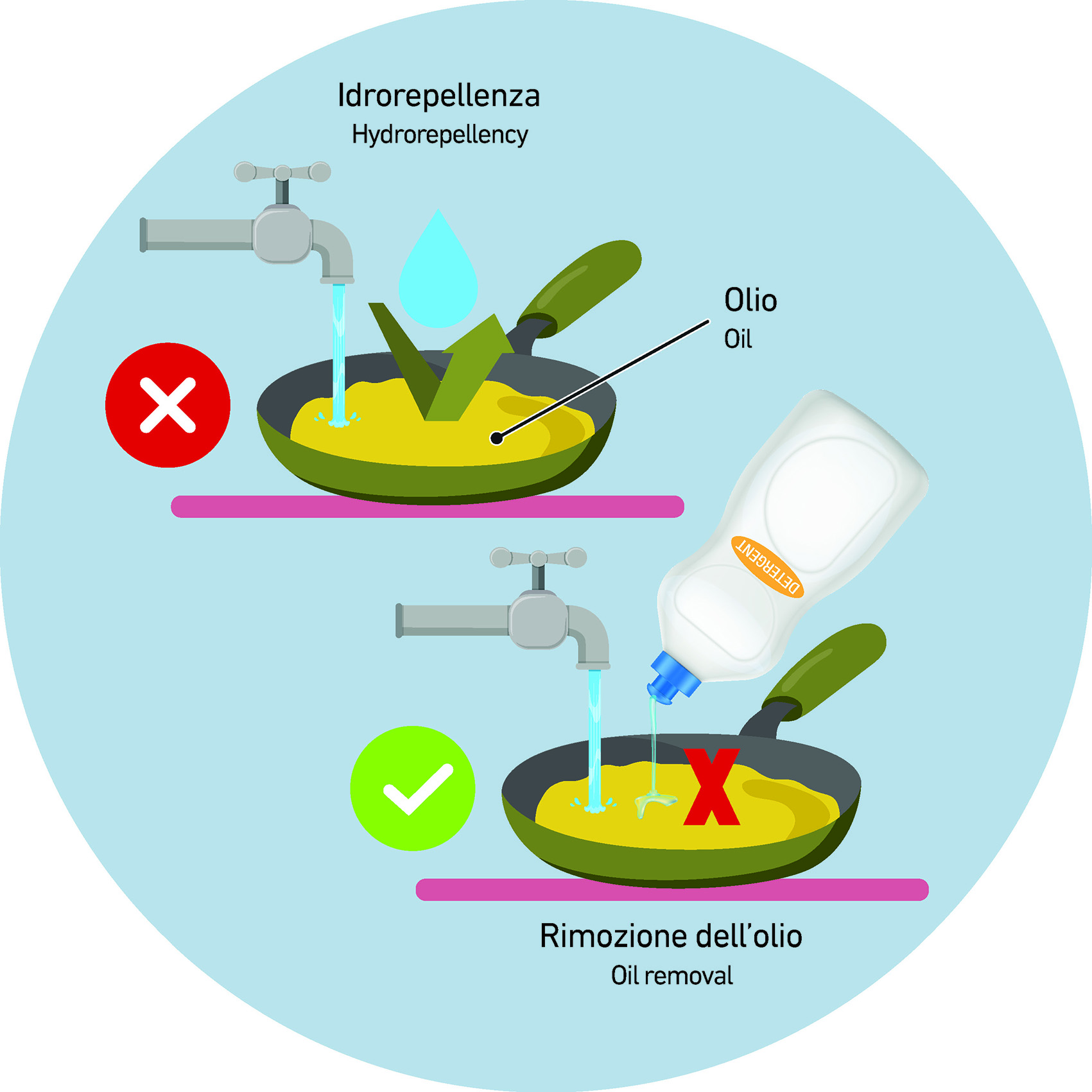
Il fenomeno che si genera è in tutto simile a quello che accade quando si prova a mescolare insieme acqua e olio da cucina o quando si versa dell’acqua su di un piatto unto d’olio: i due elementi non sono chimicamente compatibili e dunque rimangono separati, senza alcuna interazione.
In sostanza, la mancata interazione tra inchiostro e smalto produce repellenza e dunque un improprio livellamento dello smalto sulla superficie del pezzo ceramico.
Qual è il meccanismo alla base del problema e che tipo di azione occorre mettere in atto per risolverlo?
Ancora una volta viene chiamata in causa l’alta tensione superficiale del sistema acquoso che deve essere necessariamente ridotta mediante l’uso di appropriati additivi in modo che lo smalto possa interamente bagnare la superficie oleosa dell’inchiostro che ricopre integralmente piastrella.
Più precisamente: l’abbassamento della tensione superficiale presente all’interfase tra la superficie oleosa della piastrella e la superficie acquosa dello smalto genera una maggiore compatibilità e dunque una riduzione dell’effetto di repellenza.
Riprendendo l’esempio precedente, se sul piatto unto d’olio si versa non solo acqua ma anche un piccolissimo quantitativo di detersivo (additivo che abbassa la tensione superficiale) ecco che immediatamente si ottiene la bagnabilità della superficie e dunque, in questo caso, la lavabilità della superficie.
IMPORTANTE
Da un punto di vista chimico, la giusta compatibilità si ottiene mediante l’uso di additivi ad azione non eccessivamente bagnante/tensioattivante così da evitare una vera e propria solubilizzazione dei solventi (oli) presenti negli inchiostri che potrebbe portare ad una perdita di definizione di stampa.
SCENARI PARTICOLARI
SCENARIO A
Benché succeda raramente, può capitare che l’inchiostro applicato sul supporto arrivi ancora troppo umido in corrispondenza della successiva applicazione acquosa (sia essa di smalto, colla o sospensione di graniglia).
In questi casi è molto complesso riuscire a livellare correttamente l’applicazione acquosa sull’inchiostro a meno di non ricorrere a particolari additivi con forte azione tensioattivante.
Essi, tuttavia, se da un lato permettono di migliorare il processo applicativo dall’altro possono dare origine a effetti collaterali che devono essere monitorati e contenuti:
- Schiumosità del sistema
- Eccessiva riduzione della tensione superficiale della sospensione acquosa che si traduce, specie negli smalti, in una riduzione della coesione dello smalto (si dice in gergo che “lo smalto è slegato”)
- Solubilizzazione dell’inchiostro
SCENARIO B
In alcuni casi particolari, a fronte di specifiche necessità di natura estetica, l’effetto repellente è invece volutamente ricercato.
Esistono a tale proposito alcuni specifici additivi – applicati mediante le testine della stampa digitale e comunemente definiti come CURVING – in grado di creare incompatibilità tra inchiostro e smalto, localizzando il fenomeno di repellenza in punti specifici della superficie ceramica.
Questo tipo di effetto viene di norma sviluppato in corrispondenza di determinati decori: la venatura di un marmo, la vena di un legno o anche in concomitanza di particolari design dalle forme geometriche. Dopo cottura, in corrispondenza dell’inchiostro, si evidenzia un’assenza di smalto che sul piano estetico crea un effetto naturale di profondità (o rilievo).
Questi additivi vengono formulati in modo da essere fortemente apolari (spesso molto più degli inchiostri) e la loro applicazione non può prescindere da un preventivo studio dello smalto in uso e degli additivi livellanti in esso contenuti così da:
- Promuovere un buon livellamento ed evitare un generale effetto di repellenza grazie all’azione bagnante dell’additivo
- Mantenere al contempo l’effetto repellenza in corrispondenza dei punti in cui viene applicato il curving

