
#15 Chemicals for applications before & after digital printing process
- Digital decoration & new scenarios
- Application of suspensions before the digital printing process
- Excessive or low drainage of the glaze
- Accumulation of water vapor
- Ink’s uneven absorption
- Applications after the digital printing process
1. DIGITAL DECORATION & NEW SCENARIOS
The ink-jet decoration that has replaced traditional decoration systems, has removed several critical issues bringing out, however, new and more complex problems.
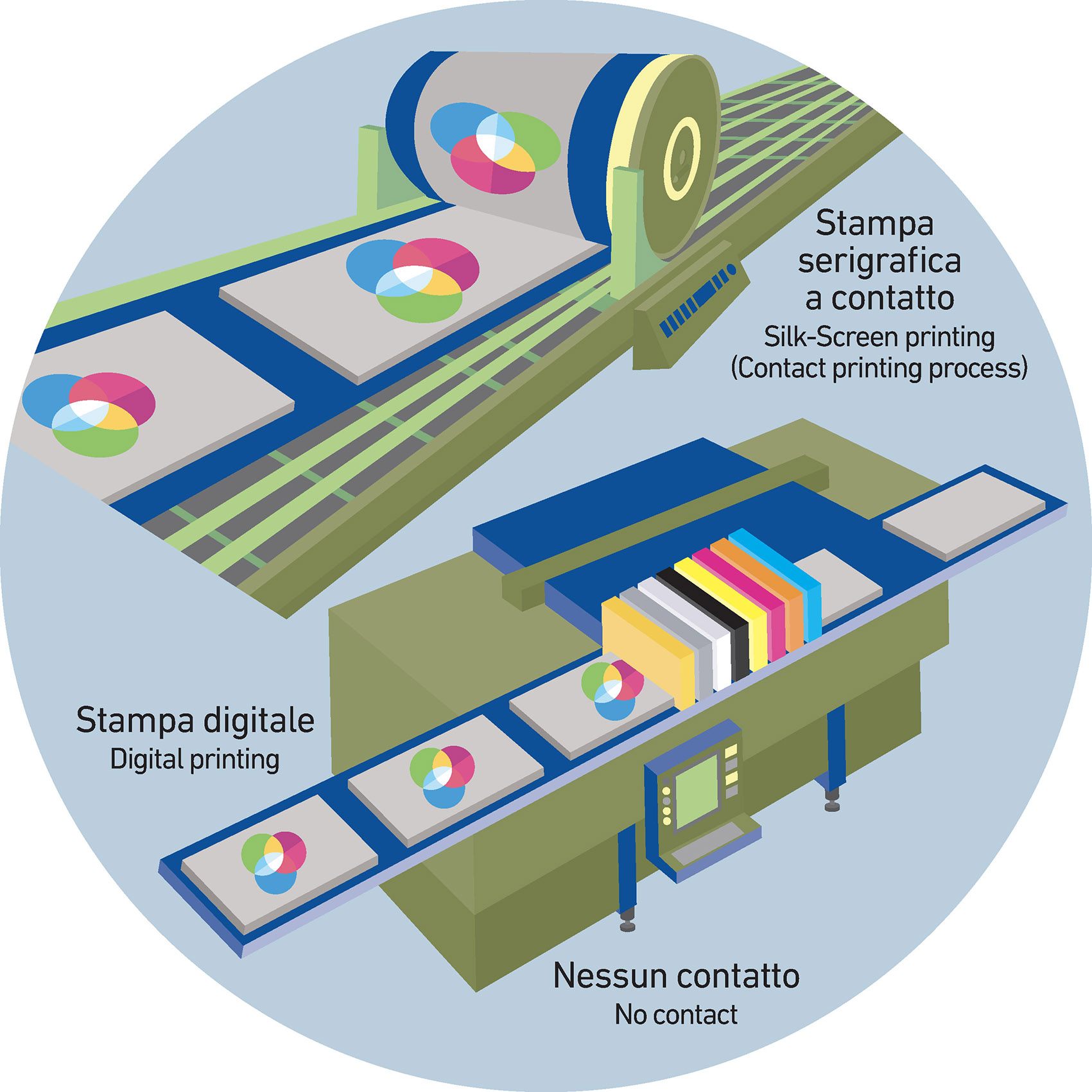
Among them, the most popular concerns the water repellency phenomena that arise due to the lack of chemical compatibility between the inks based on non-polar solvents and the water (the most representative polar solvent) that is in the glaze suspensions used along the production line, both before and after the digital printing process.
A second important question emerging from the new scenario concerns the improper absorption of the glaze on which digital inks are discharged that can sometimes lead to a low printing definition. Let’s start with the latter.
2. APPLICATION OF SUSPENSIONS BEFORE THE DIGITAL PRINTING PROCESS
- The glaze’s absorption
In general, along the glazing line, it is unusual that a glaze applied on the ceramic surface reaches the digital printing machine when is still overly wet: in other words, the water amount of the glaze suspension applied before the printing process, tends to largely evaporate before the raw tile has arrived under the printheads that discharge the inks.
This is the reason why inks rarely show repellency phenomena (that is incompatibility in terms of chemical nature) with regards to the glaze applied before the digital printing process.
However, a particular glaze might be marked by incorrect drainage values (poorly or excessively draining) that negatively impact on the subsequent stages of the process. In such cases, a specific category of chemicals should be used: PRIMERS.
What is a PRIMER?
Primers are (not only in ceramics) all those products applied to a surface able to create the technical proper preconditions for the following application.
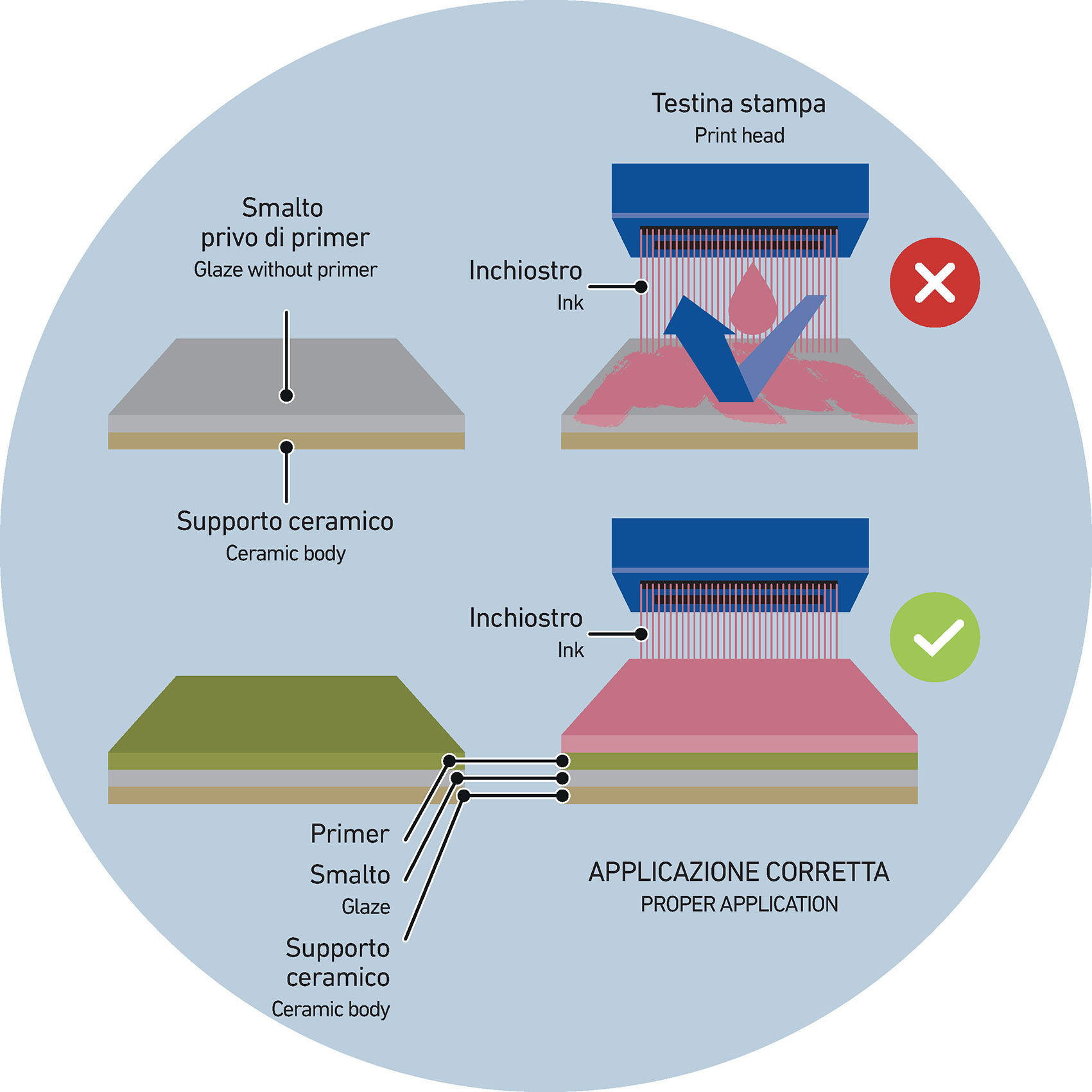
In our case, we are talking about chemicals that must be added within/on the glaze and that can avoid some problems that may arise during the application of solvent-based digital inks.
Below the most frequent:
Below the most frequent:
- Excessive or low drainage of the glaze
- Accumulation of water vapor
- Ink’s uneven absorption
A) EXCESSIVE OR LOW DRAINAGE OF THE GLAZE
EXCESSIVE DRAINAGE
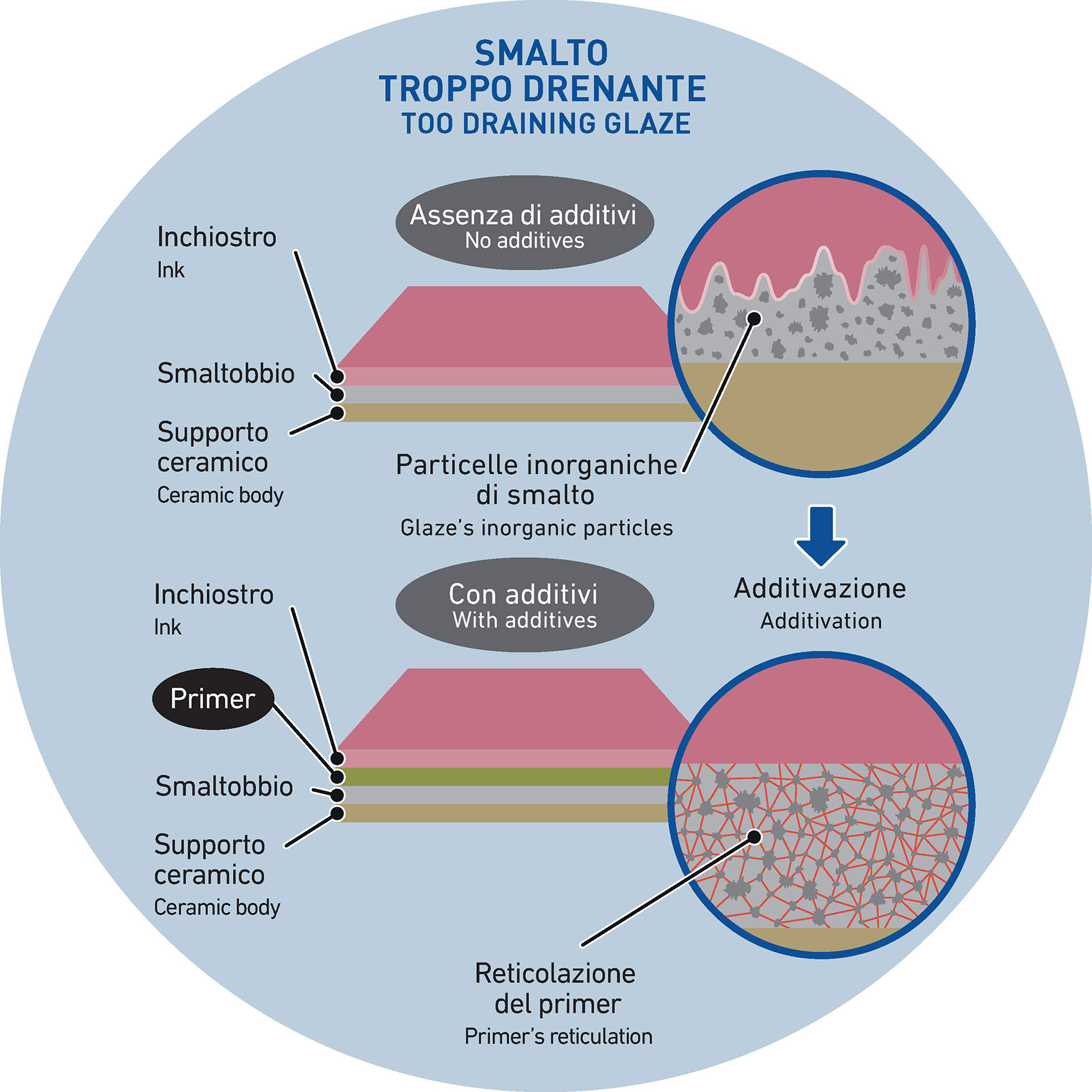
In the case of a too draining glaze, the ink might sink too deeply in the glaze’s layers, forcing producers to increase and discharge a greater amount of ink to reach a good result.
For example, when the decoration is on smaltobbio (that is usually white opaque in color), the ink’s penetration in the deepest layers of the glaze leads to a poor visibility of the ink (since it is plunged inside an opaque matrix).
Despite this scenario is unusual, in all these cases the glaze (that is usually not very plastic) is marked by the presence of many inorganic raw materials that, despite being cohesive, are “distant”, allowing the drainage/sinking of the ink.
To avoid or reduce the problem, it is required the addition of a proper PRIMER, able to create a reticulation between the glaze’s particles, reducing the penetration both of ink and solvents.
The kind and the amount of the primer determine the dimension of the reticulation, and therefore the spaces between the solid particles, defining the drainage values.
LOW DRAINAGE
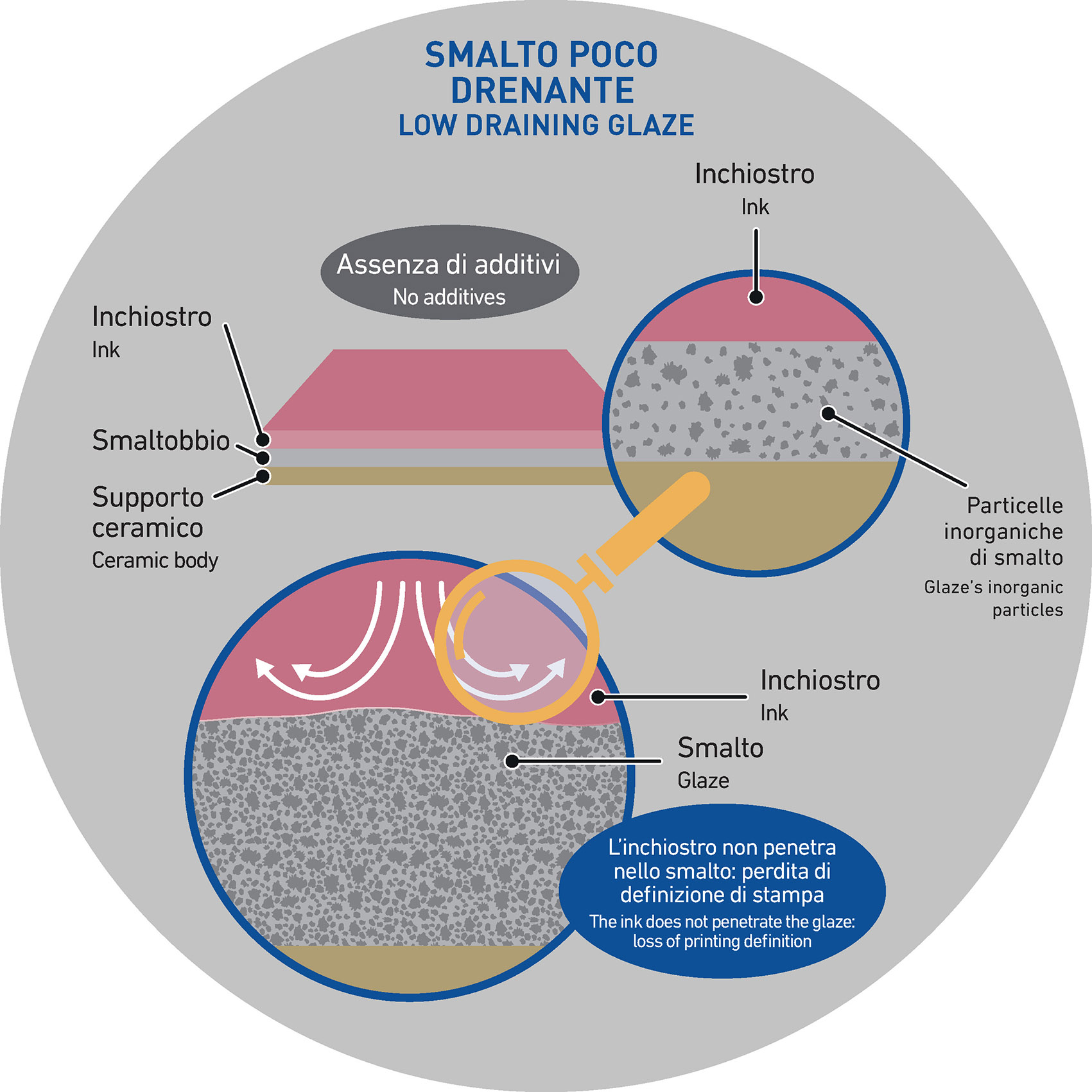
In some cases, the problem can be opposite: the glazed support can be marked by a very low drainage that turns into a significant loss in terms of printing definition, especially when the graphic project involves the use of high amount of ink.
In this scenario the best action, even if it’s drastic, is to carefully study and analyze the chemicals in the suspension and then check the glaze’s or engobe’s formulation, revising all the parameters until the best drainage conditions have been reached. In some cases, it is also useful to decrease the amount of those inorganic and very plastic raw materials that tend to reduce the drainage values.
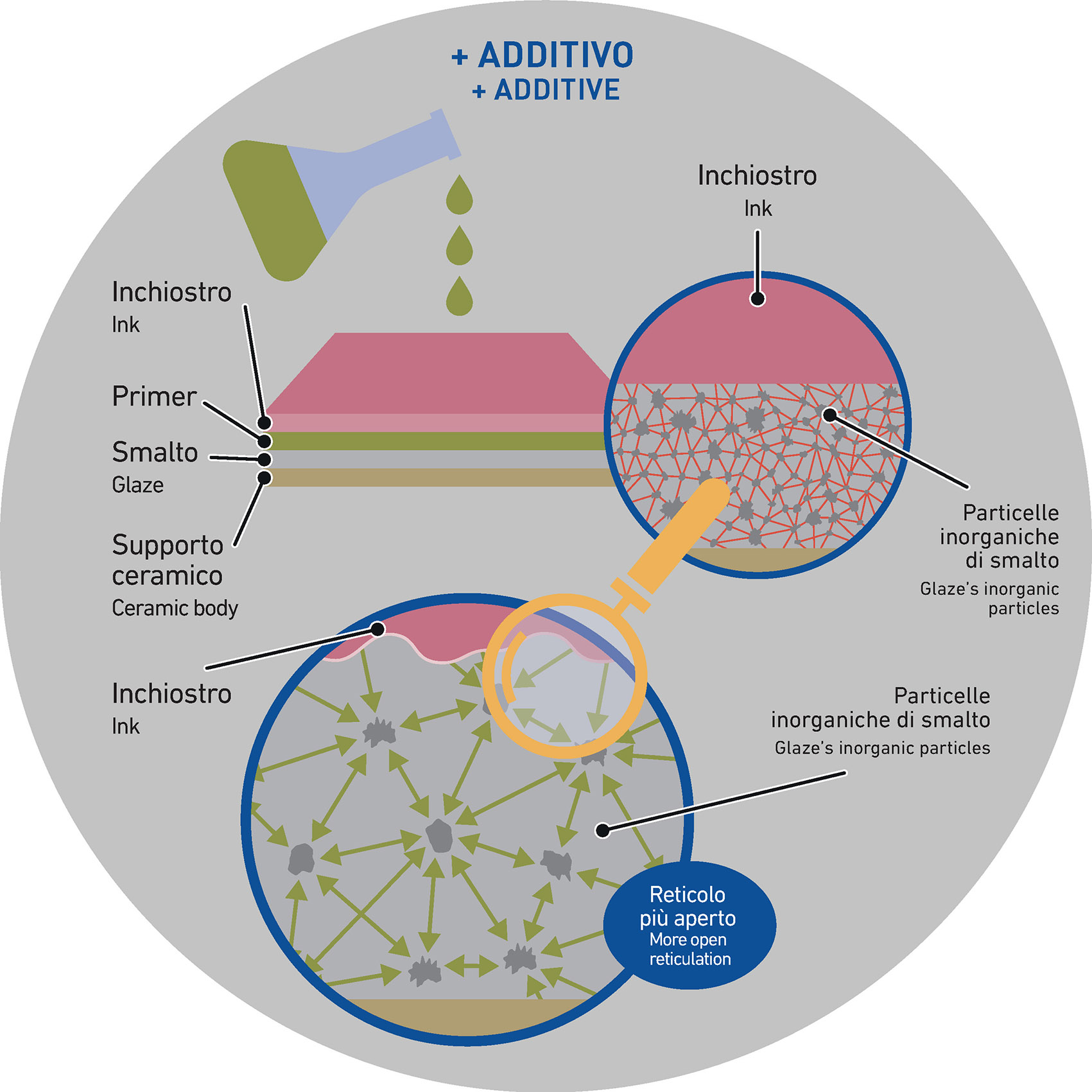
The main target is the formulation of chemicals able to promote the best rheological conditions for the developing of a more open reticulation within the glaze, allowing the ink to sink through the superficial layer and so improving the drainage.
From a chemical point of view, it is recommended to limit the use of binding polymers by using chemicals that can make the system cohesive without creating a film-forming effect.
These additives, that can be added along the glazing line, are able to put a distance between the inorganic particles of the glaze by producing a reticulation inside the suspension and providing the glaze with a higher drainage level.
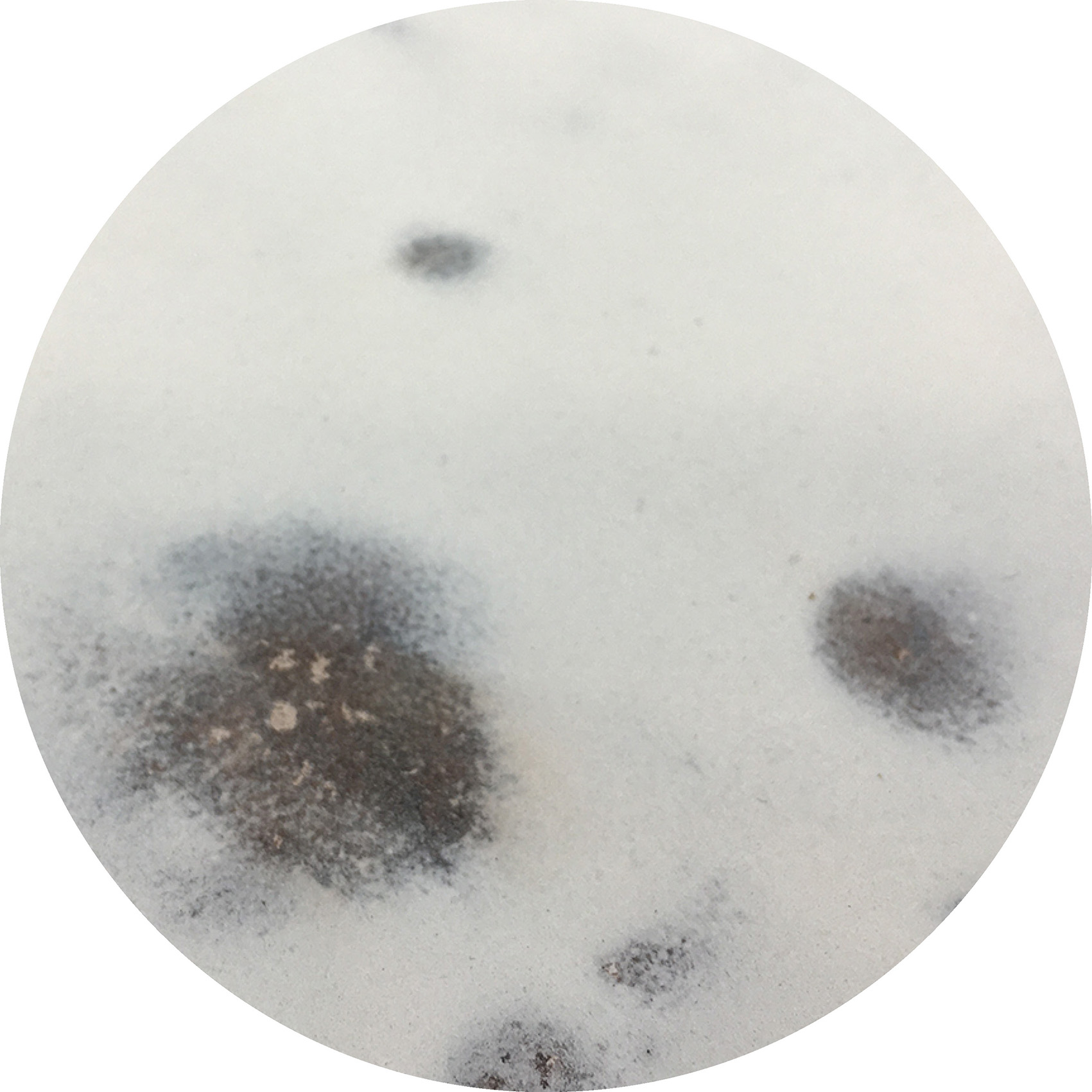
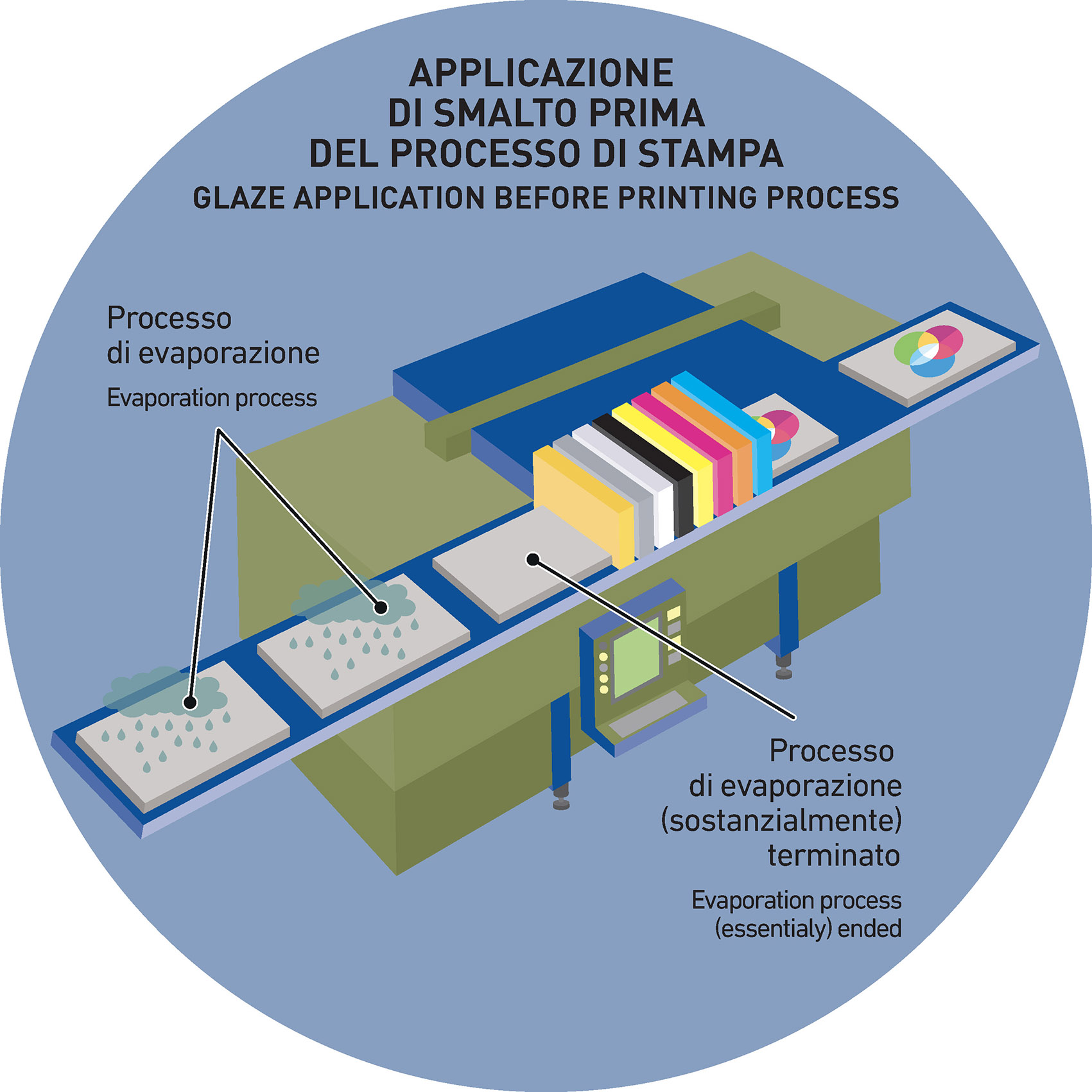
B) ACCUMULATION OF WATER VAPOUR ON THE PRINTING BARS
When the glaze is provided with a very high water-content, the tiles reaching the printheads (tiles that are normally marked by a temperature that ranges from 50°C to 60°C) may develop a serious problem: the water vapor that rises to the top tends to accumulate on the metal parts of the printing bar, until the formation of drops that may fall down, damaging the tile.
The problem can be solved by taking different actions.
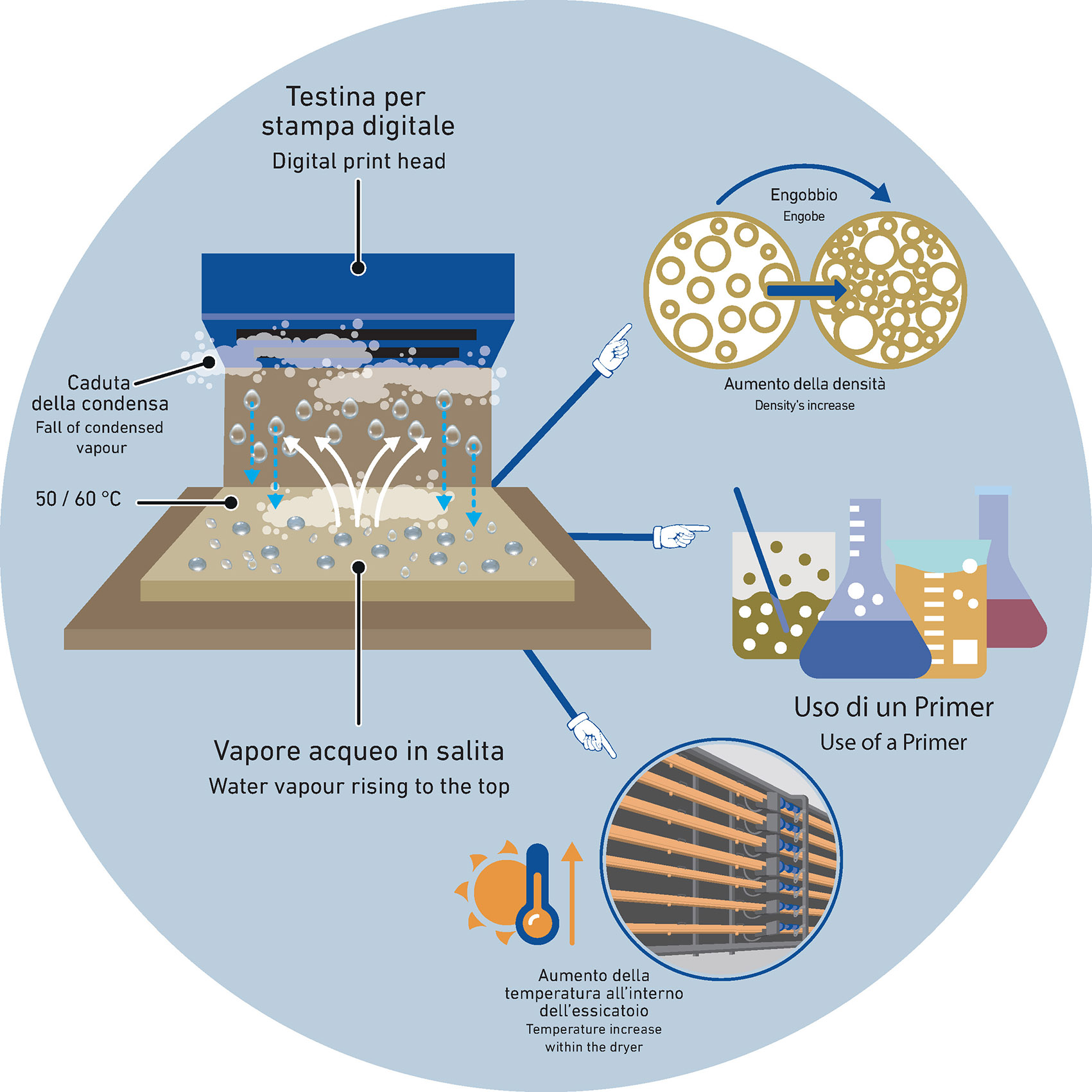
- When possible, it is recommended to increase the temperature within the dryer to promote and bring to an end the evaporation process before the digital printing process. However, it is also important that the raw ceramic tile shouldn’t be marked by a very high temperature that may overheat the printing bar, leading to several problems such as a partial or full obstruction of the nozzle (because of the thermal shock). Moreover, if the tile is too warm the liquid part of the ink (that is the solvent) could evaporate during its path from the nozzle to the tile’s support. What does that mean? The partial evaporation of the ink’s solvent produces an amount of vapor that progressively accumulates under the printing bar in form of very tiny drops that obviously fall down on the tile. However, printers are provided with a locking mechanism that starts working in the event of an out-of-standard temperature of the tiles.
- A second action: increase in the density of the engobe and/or of the glaze, by using a different kind of chemical to reduce the amount of water. The target is the developing of the proper conditions in terms of fluidization and rheological stability to work with higher density values without affecting the good leveling of engobes or glazes. The category of chemicals that can be involved are many (dispersants, leveling agents, binders) and they must be selected according to the different production parameters. They can be added both during the milling process or along the glazing line.
- A third option: the use of a PRIMER (to be applied within the glaze but more frequently on the glaze) that significantly reduces the evaporation by chemically reacting with water, therefore preventing vapor accumulation under the printheads.
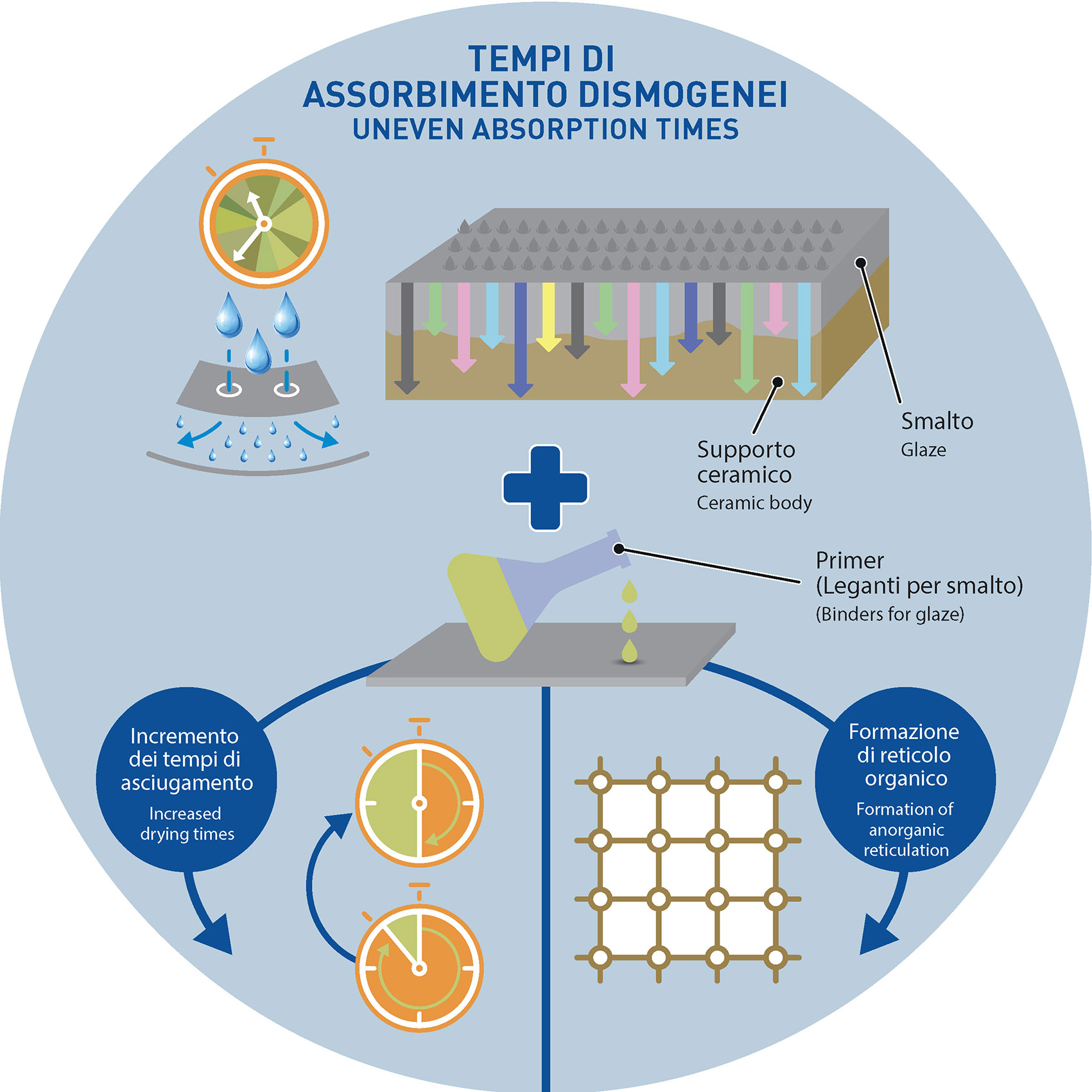
C) DISOMOGENEITÀ DI ASSORBIMENTO DELLO SMALTO
In some cases, raw tiles (especially those with textured surfaces) can unevenly absorb the ink, forcing ceramic producers to use specific primers (binders or wetting agents) able to uniform the process.
How do they do it?
Glues or binders can improve the glaze’ leveling process by increasing drying times (providing the glaze with more time to develop a proper leveling) and by producing an organic reticulation that in most cases helps to standardize the drying times on the different parts of the tile.
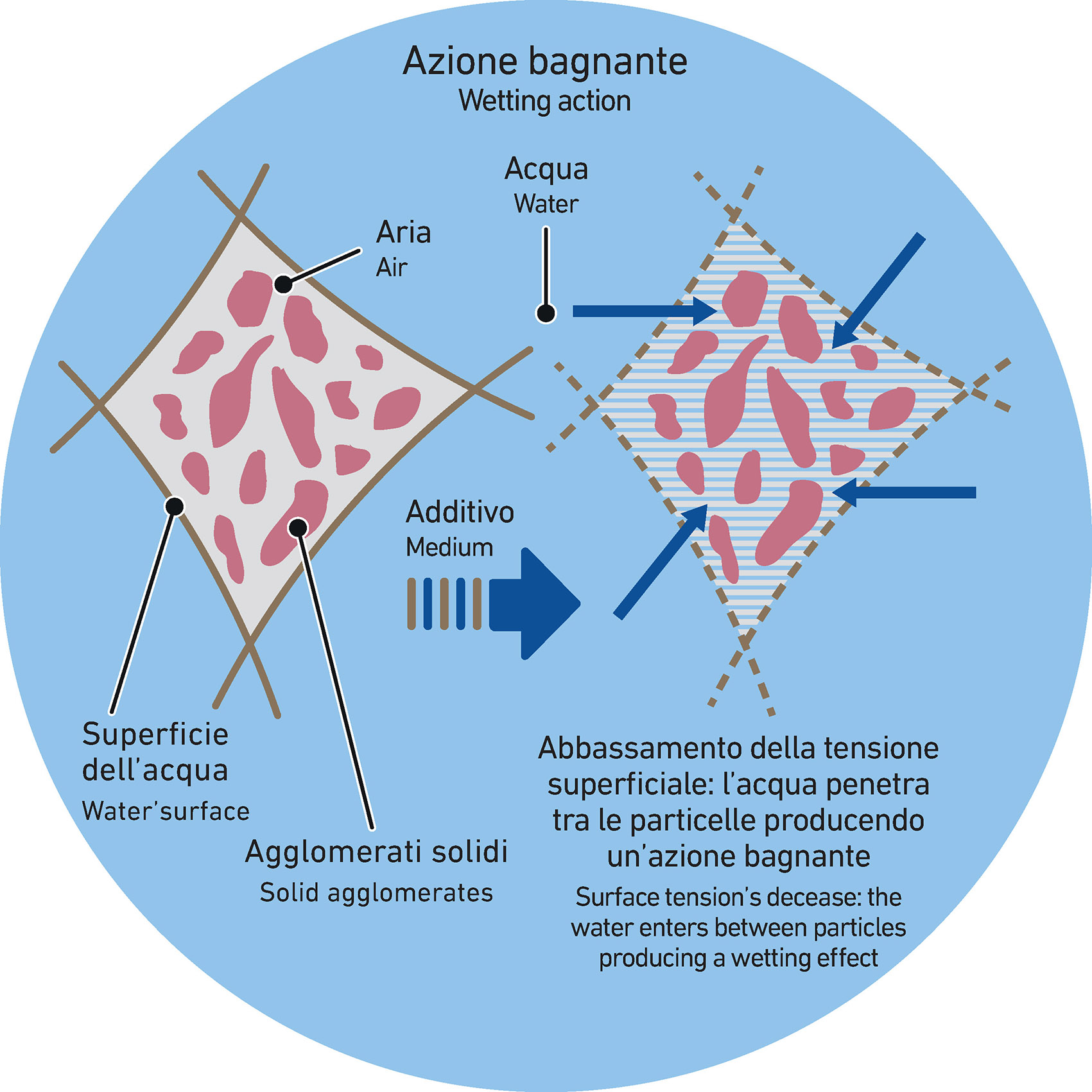
In other cases, wetting agents – since they reduce the glaze’s surface tension – sometimes also are able to compatibilize the two different values of surface tension between ink (solvent-based) and glaze (water-based), leading to a better and more homogeneous absorption of the ink on the ceramic support.
3. APPLICATIONS AFTER THE DIGITAL PRINTING PROCESS
All applications that follow the digital printing process frequently provide an extra problem often related to the incompatibility between inks’ solvents (non-polar polymers) and the end-of-line water- based applications (that contain polar solvents): top glaze, grit suspensions, high-weight glazes, etc. Inks’ solvents are real oil derivatives that develop a surface film on the decoration.
The full-field application of the glaze suspension often leads to repellency phenomena between the suspension and the ink décor.
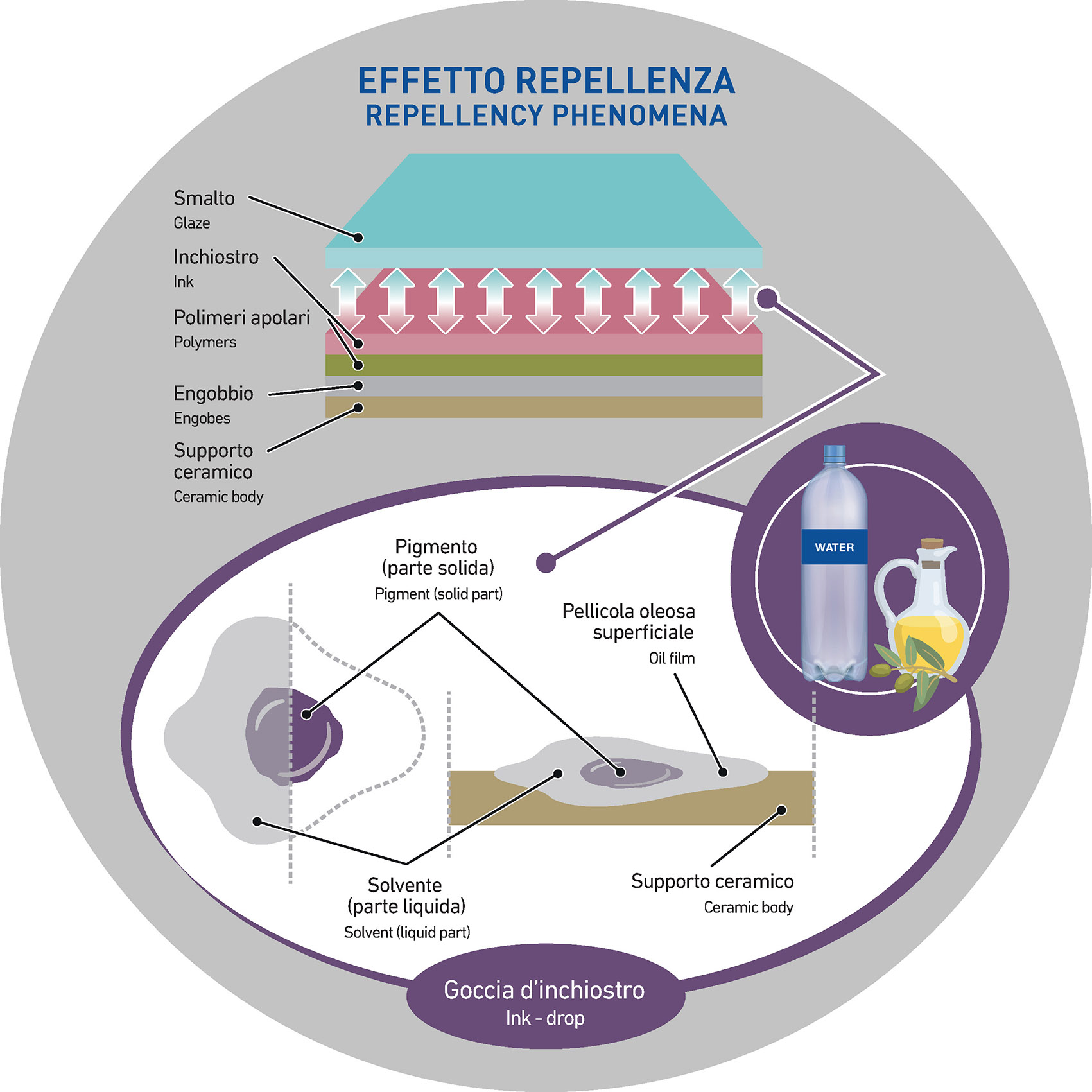
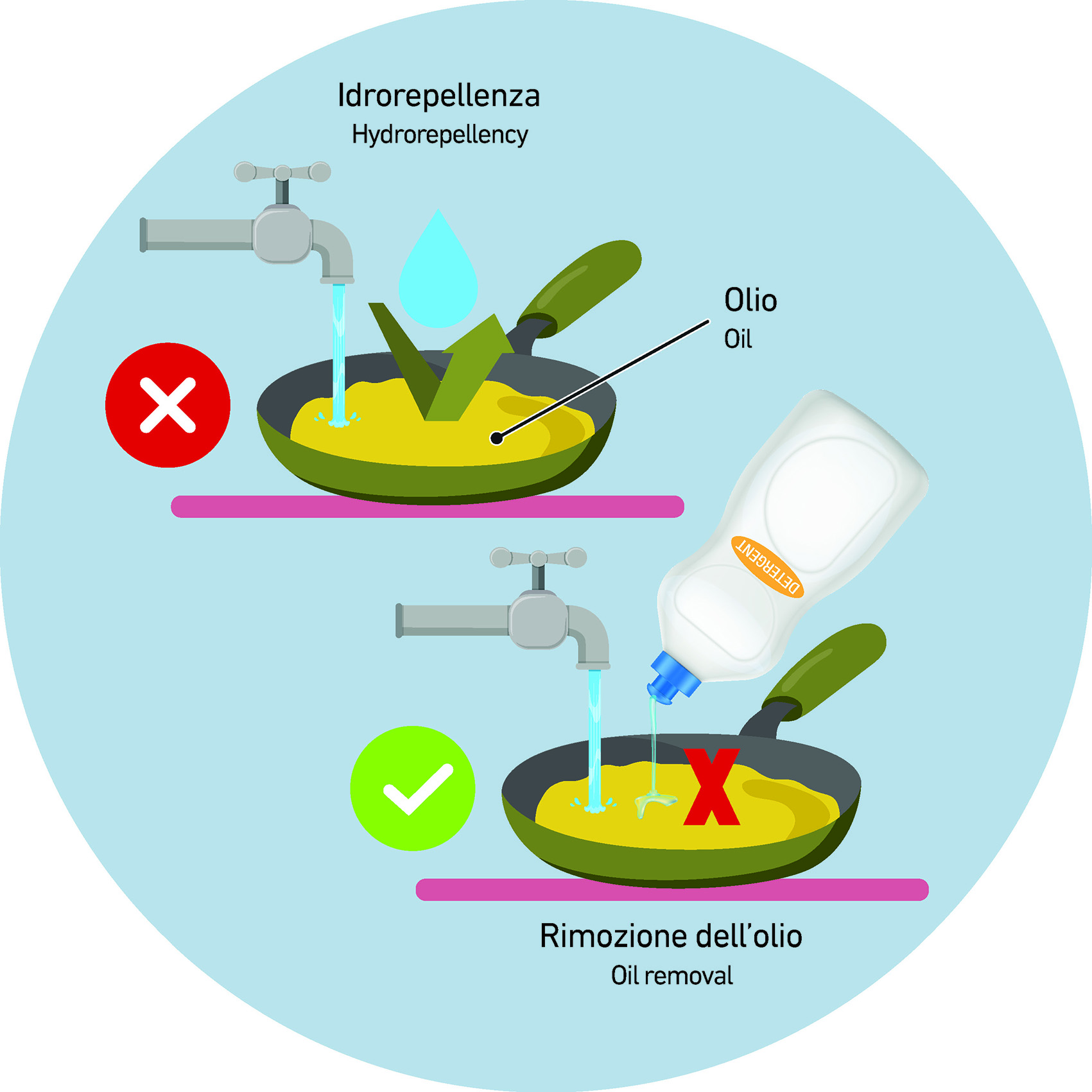
Here’s a simple example: what happens when you try to mix water and cooking oil or when you pour water on dish a dirty with oil? The two elements are chemically incompatible and therefore they remain separated, without any interaction.
In ceramics, the lack of interaction between inks and glaze leads to the same repellency phenomenon that, in general, turns into an improper glaze leveling on the raw ceramic support.
What is the mechanism of the problem and what actions should be taken to solve it?
Once again, the high surface tension of the aqueous system is involved and it must be reduced by using specific chemicals so that the glaze that is discharged on the raw tile can fully wet the oily surface of the ink.
We could say more precisely that the lowering of the surface tension at the interface between the oily surface of the tile and the aqueous surface of the glaze causes a greater compatibility and therefore a reduction of the repellent effect.
Going back to the previous example, the pouring of water on the oily plate, together with a small amount of detergent (chemical that lowers the surface tension), results in a good wettability of the surface and therefore in the cleanability of the plate.
IMPORTANT
From a chemical point of view, the good compatibility comes from the use of chemicals marked by a small or not to high wetting action, allowing you to avoid a real solubilization of the ink’s solvent and therefore a worst printing definition.
PARTICULAR SCENARIOS
SCENARIO A
Although it is rare, the ink applied on the raw ceramic support can be sometimes too humid when the following watery applications are ready to be discharged (whether glaze, glue, or grit suspension).
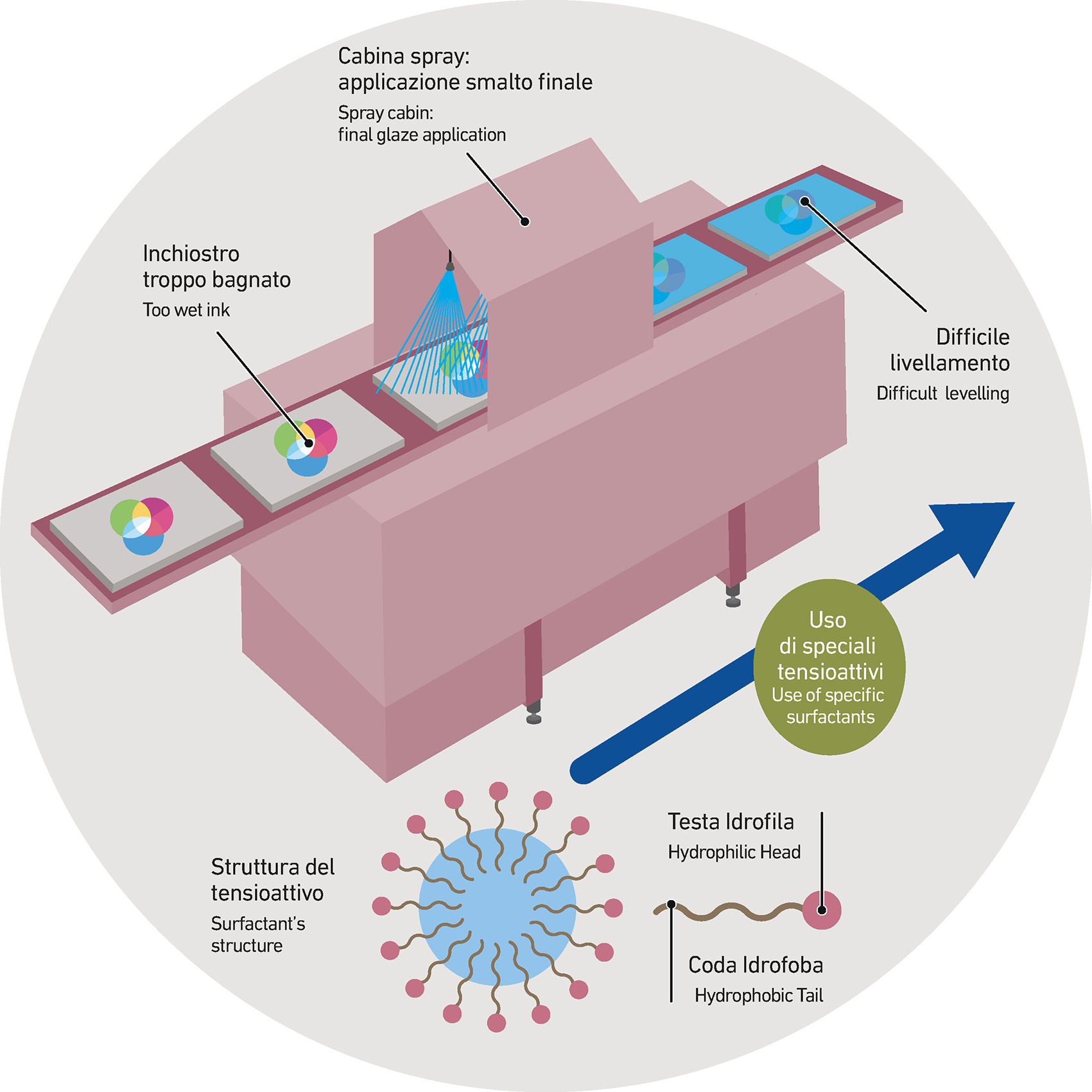
In these cases, the leveling of the aqueous application on the ink is very difficult, unless you use particular and specific chemicals with a strong surfactant power. However, even if surfactants improve the application process, they can also lead to side effects that must be checked and managed:
- Foam within the system
- Excessive reduction of the surface tension of the aqueous suspension that results, especially with glazes, in a reduction of the glaze’s cohesion
- Ink’s solubilization
SCENARIO B
IIn some cases, due to specific aesthetic projects, repellency phenomena are required.
There are on the market some additives, commonly named as CARVING, that can be applied by means of digital printheads, able to promote compatibility between inks and glazes, limiting and promoting the repellency phenomena only in specific areas of the ceramic surface.
This effect is usually required for some kinds of decoration such as the reproduction of wood or marble. After the firing cycle, the application results in a lack of glaze that aesthetically creates a natural depth effect.
These additives are specifically developed to be strongly non-polar (usually much more than inks) and their application should be preceded by the study of the glaze as well as of the leveling agent in use, so to:
- Promote a proper leveling action and avoid a general repellency phenomenon
- Keep the repellency phenomenon exactly (and only) in the areas where the carving has been applied

