
#51 Ceramic manufacturing & digital processes: productivity, challenges & preventive meausures
- Introduction: industrial productivity and downtime
- Line setup: printer bars and line speed
- Ceramic body temperature & vapor formation
- Cohesion of the glaze & dusting phenomena
- Feeding systems
1. Introduction: industrial productivity and downtime
Industrial productivity is a top priority for any manufacturing business, regardless of the industry.
In the ceramics sector, this is no exception. Efficiency, minimal waste, and optimal workflow are fundamental goals. One of the most disruptive factors in this context is unplanned downtime—interruptions that halt the production line and have a tangible impact on annual performance.
Process stoppages, which represent the most severe form of disruption, can arise from multiple sources and manifest at different stages along the production line. Even digital printing processes—and the micro-processes occurring immediately before and after—can be points of vulnerability. In some cases, issues in this area can escalate to complete machine shutdowns.
Put simply, when ceramic manufacturers encounter printing defects, they are often forced to resort to the most drastic solution: stopping the line entirely. Although the underlying causes are varied and often complex, field experience allows us to identify a few of the more common and manageable scenarios. With proper control measures, these can be mitigated or even prevented. Here are the key critical areas that can be addressed with relative simplicity:
- Line setup: production speed and digital printer configuration
- Operating temperatures
- Glaze cohesion and dusting phenomena
- Feeding systems
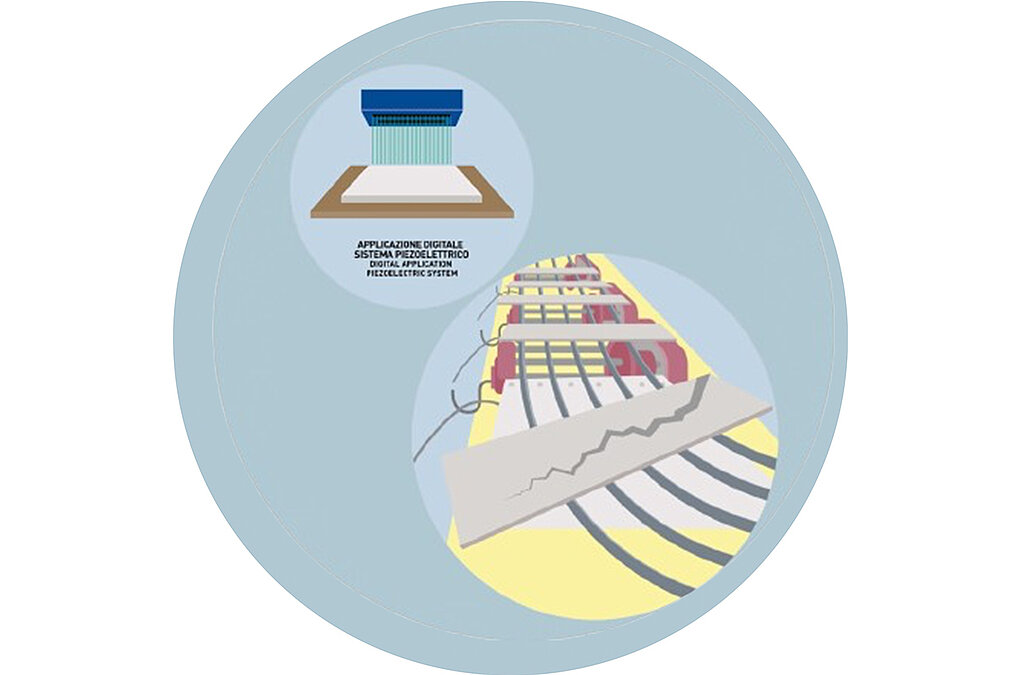
2. Line setup: printer bars and line speed
In high-output applications—such as glue deposition—it’s common practice, though not a strict industry standard, to dedicate two bars within the digital printer. This approach is widespread.
However, in certain cases, the volume of glue applied to the substrate can be so substantial that it places significant strain on both the printheads and the printer’s internal systems. The higher the amount of glue being dispensed, the more material must pass through the circuits and heads—causing increased stress on both the hydraulic and electronic components. Continuously operating near the machine’s performance limits can, over time, elevate the risk of production downtimes.
As costly as it might initially seem, the idea of adding a third bar alongside the existing two can serve as an effective long-term solution.
Let’s say the system needs to deposit 100 grams of glue per square meter: distributing that volume across more application units (i.e., printer bars) clearly reduces the load on each individual head and the bar system.
This relatively simple—almost obvious—adjustment has a dual benefit: it helps prevent potential malfunctions in one or more heads and reduces the likelihood of electronic faults. In short, it’s a forward-thinking strategy that helps anticipate and avoid the kinds of technical issues manufacturers frequently face—issues that are often treated as part of routine maintenance.
Ultimately, having an additional print bar is not just a precautionary measure—it’s a strategic decision that can significantly reduce line interruptions and unplanned production stops.
This becomes especially important during the winter months, when lower ambient temperatures across the production line push equipment closer to its operational thresholds to maintain set production standards. In such conditions, the combination of high-speed throughput and large material volumes can cause the glue to spend very little time inside the machine—which can be problematic.
So, what does that mean?
- Digital printing materials need to be preheated to the correct temperature before application to achieve the proper viscosity for optimal performance. If the actual ink temperature inside the printer bar differs from the usage temperature specified by the manufacturer, the system may operate under suboptimal conditions, compromising print quality and consistency
- The dwell time of the material (glue, ink, or glaze) inside the machine and its internal circuits depends on the volume of product being dispensed. The greater the quantity discharged, the shorter the time the material spends within the system.
- In high-discharge scenarios—assuming all other production parameters remain constant, particularly high line speed—the material remains in the application system for a shorter period, preventing it from reaching the optimal temperature required for proper application.
- This highlights the strategic benefit of adding an extra print bar to the digital printer. Distributing the total amount of glue or ink across multiple bars allows the system to maintain the same line speed while operating under less demanding thermal and mechanical conditions. As a result, overall productivity is sustained or even improved, while also reducing the risk of unplanned line stoppages.
This all clearly illustrates how temperature, line speed, and printer configuration are often closely interconnected in achieving high-quality printing results and preventing unwanted production downtimes.
The specific parameter to adjust, however, can vary significantly from one manufacturer to another and from one production line to the next.
3. Ceramic body temperature & vapor formation
The temperature of the ceramic substrate moving along the conveyor belts must be adequate to properly support the drying and evaporation process of the solvent (water) contained in the various aqueous suspensions applied one after the other. This ensures that each new layer finds the right conditions on the surface to adhere effectively. In other words, temperature is one of the key factors in achieving correct layering of the materials that will make up the ceramic body before it enters the kiln.
If the substrate temperature is too high and that heat reaches the inside of the printer (the printheads), excessive water evaporation may occur, and the resulting vapor, condensing beneath the print bars, could cause significant issues. The risk of a line stoppage in such cases should not be underestimated. Why?
Condensation leads to the formation of microscopic droplets which, if they fall onto the ceramic surface, can compromise both the technical and aesthetic outcome. For instance, a droplet falling on the substrate might interact with the ink and be dragged along the length of the tile as it passes beneath the other printheads, irreparably damaging the product and forcing operators to halt production to clean the machine.
Although the situation is complex, reducing the temperature—and thereby limiting excessive evaporation—can be a viable solution. This temperature drop can be achieved through different means. One option is to install a cooling system before the digital printer that blows air onto the surface to lower the temperature and reduce vapor formation. It is nonetheless essential for the ceramic material to maintain a sufficiently high temperature to allow proper drying of each applied layer. In practice, this means striking a balance between preventing defects and ensuring adequate evaporation.
A second way to limit excessive vapor is by reducing the water content in the layer applied just before digital printing (such as glaze or engobe). This requires the use of specific additive types that allow the solid-to-liquid ratio of the suspension to be adjusted—increasing the solid part while reducing the liquid—without compromising performance. These typically include levelling agents, dispersants, and suspension aids, which can be used individually or in combination until the desired balance is achieved, reducing liquid content without negatively affecting the suspension’s characteristics.
Is there an ideal reference temperature? The answer isn’t straightforward, as each production scenario is unique, and every line has its own specifics. However, based on industry experience and current technology, it can be said that the ceramic material should not exceed a temperature of 50°C beneath the printheads.
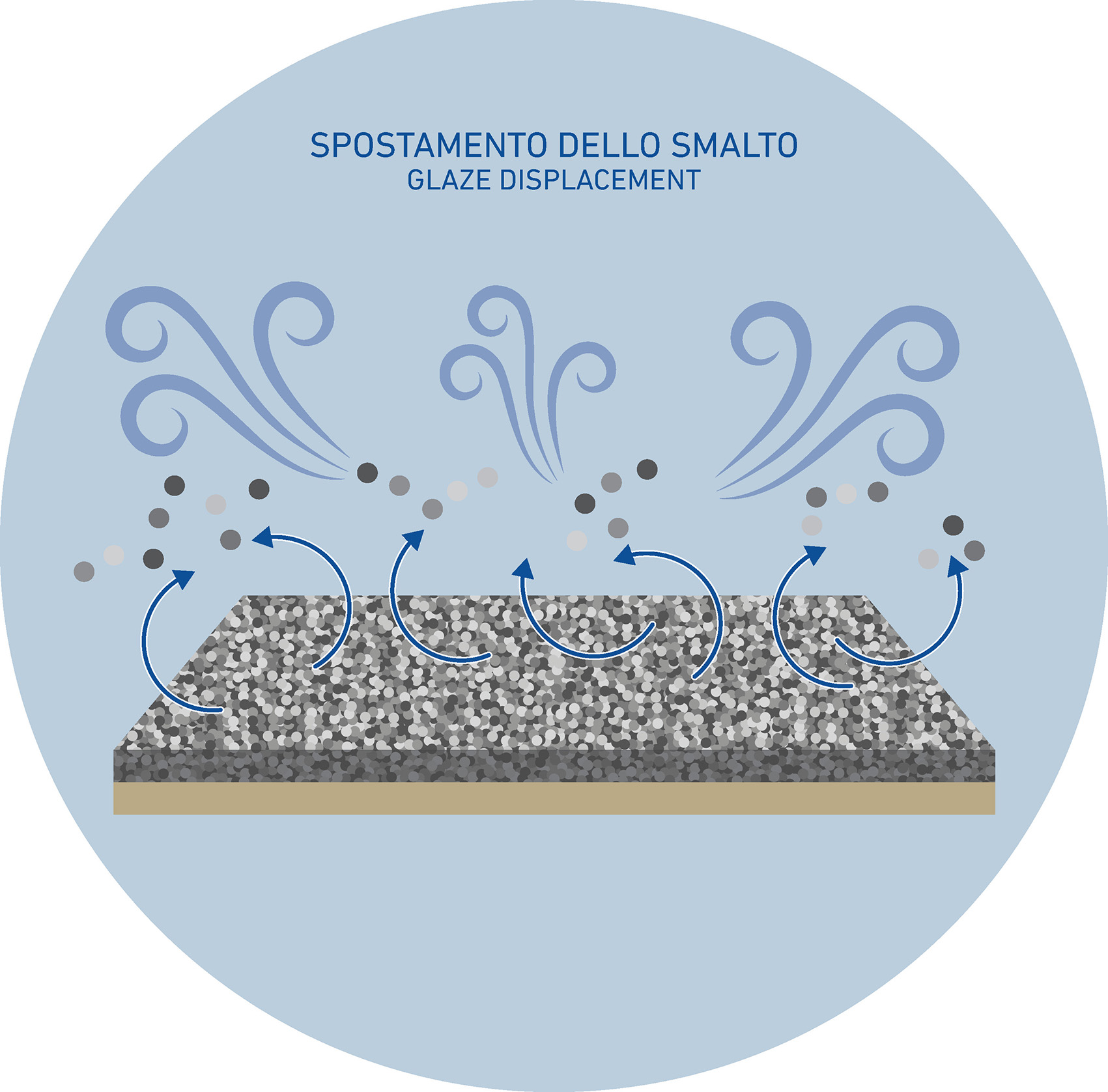
4. Cohesion of the glaze & dusting phenomena
In general terms, when a glaze is said to be “dusting,” it typically refers to a glaze that, after being applied using traditional spray systems, exhibits a low level of cohesion. This lack of cohesion is evident not only among the glaze particles themselves—which fail to bind to one another—but also between the glaze and the surface of the still-unfired ceramic body.
A glaze with these characteristics, in a condition that could be described as fragile, can be easily dislodged from the ceramic surface, especially when subjected to the mechanical stresses that occur throughout the production line. The issue becomes particularly noticeable after the evaporation and drainage phase, when the glaze has essentially lost its liquid component.
In situations like this, it’s possible for glaze dust, once dislodged from the surface, to settle onto the printheads, damaging them and compromising their functionality—ultimately forcing line operators to replace the affected components.
This issue can be anticipated or at least mitigated by incorporating specific binders into the glaze suspension, which help anchor the solid component to the surface after the evaporation phase is complete.
It’s important to note, however, that the role of chemistry goes beyond merely reducing dusting. It also involves balancing ink drainage. What does this mean? It means that the additives must not only ensure that glaze particles don’t circulate in the air or settle where they shouldn’t, but also prevent the glaze from becoming too cohesive, compact, or overly wet.
If that happens, a different set of problems can emerge—such as insufficient or improper ink drainage, leading to reduced print definition, especially in areas with heavier ink discharge.
5. Feeding systems
While this aspect may seem secondary compared to others, it’s still worth considering as a useful side note to more impactful interventions.
For applications that involve high material discharge—such as glue application in large-format tile production, where usage can reach 80–100 g/m²—introducing an automated feeding system could be a smart move. High glue consumption typically requires constant manual refilling by the operator.
An automated system, on the other hand, helps maintain consistent supply, avoids unexpected depletion of the tanks, and reduces the likelihood of human error.
The main concern here isn’t necessarily process interruption—though that can happen—but rather the avoidable inefficiencies that arise from a lack of control. Integrating a more automated, tightly managed feeding setup within the digital process could improve overall reliability and precision, going a step beyond what’s currently standard in many production lines.
