#67 TENACER: tenacizzanti temporanei a marchio Z&S
Evoluzione tecnologica dei tenacizzanti temporanei per il miglioramento della resistenza meccanica del crudo ceramico
Nel panorama produttivo ceramico contemporaneo, caratterizzato da grandi formati, lastre sottili, impasti super White a elevata componente vetrosa e una crescente variabilità delle materie prime, la gestione della resistenza meccanica rappresenta una delle variabili più sensibili dell’intero processo industriale. L’equilibrio tra coesione del granulo atomizzato, lavorabilità della barbottina, stabilità reologica e comportamento in pressatura è diventato progressivamente più complesso, soprattutto in un contesto in cui la qualità delle argille e la loro disponibilità non possono più essere date per scontate. È in questo scenario che si inserisce la gamma TENACER, sviluppata da Zschimmer & Schwarz con l’obiettivo di aumentare la tenacità del granulo e migliorare il modulo di rottura della piastrella allo stato crudo.
In generale, parlare di additivi destinati alla produzione ceramica significa in primo luogo analizzare sostanze capaci di modulare il comportamento dell’acqua nelle diverse fasi del processo. L’acqua è infatti un veicolo essenziale in molte fasi del processo produttivo ceramico, dalla macinazione alla formatura, senza pensare a ciò che avviane lungo la linea di smalteria dove le sospensioni acquose si susseguono una dopo l’altra.
Limitando l’analisi al tema dei tenacizzanti, si può affermare che il contenuto di umidità residua presente nelle polveri atomizzate rappresenta il parametro che conferisce al granulo la necessaria deformabilità plastica durante la fase di pressatura. Al contempo, può tuttavia rappresentare una potenziale fonte di instabilità: un’umidità non controllata (eccessiva o insufficiente) rende le polveri difficilmente compattabili, generando difetti che poi si ripercuotono sulle fasi successive di processo. I tenacizzanti agiscono in stretta sinergia con la frazione d’acqua trattenuta nelle polveri: la loro azione ottimizza il processo di pressatura, migliorando la coesione del particolato solido e incrementando la resistenza meccanica dei manufatti crudi.
Additivazione
Il dosaggio degli additivi della gamma TENACER avviene oggi quasi esclusivamente in vena, immediatamente prima dell’atomizzazione. L’inserimento in vasca, che in passato era una pratica diffusa, è stato progressivamente abbandonato perché difficilmente governabile su grandi volumi e poco compatibile con l’esigenza di controllo accurato della formulazione. L’iniezione in vena consente invece un dosaggio più preciso e una migliore dispersione, riducendo il rischio di zone a diversa concentrazione e permettendo una risposta più rapida alle esigenze produttive. Naturalmente, l’influenza del tenacizzante sul comportamento reologico della barbottina (comunemente definito “impatto reologico”) deve essere attentamente monitorato: la variazione di viscosità deve rimanere entro limiti compatibili con l’atomizzazione e, soprattutto, deve essere evitata qualsiasi forma di gelificazione o disomogeneità localizzata nel punto di immissione, che potrebbe compromettere l’intero impianto.
Linee principali che compongono la gamma: 400 e 700
La gamma TENACER si articola principalmente in due famiglie di riferimento, la serie 400 e la serie 700, che si differenziano per la natura chimica prevalente della formulazione e per l’approccio tecnologico sottostante.
Di seguito l’assetto di gamma a marzo 2026 (il portfolio Z&S si evolve nel tempo in sinergia con le tecnologie applicative, adattandosi ai modelli produttivi e rispondendo ai cambiamenti del mercato).
400 – Formulazioni e concentrazioni
La serie 400 è basata principalmente su resine sintetiche, con eventuale supporto di altri additivi organici. Si tratta di una “piattaforma tecnologica” che privilegia la componente polimerica, sfruttando catene macromolecolari in grado di creare una rete strutturale più estesa e più robusta all’interno del granulo atomizzato. Dal punto di vista teorico, una resina sintetica può offrire infatti un potenziale coesivo superiore rispetto a un legante di origine naturale perché la lunghezza e la struttura del polimero possono essere progettate per avere migliori proprietà meccaniche e maggiori interazioni tra le particelle solide. Questo si traduce, nella pratica, in un’elevata possibilità di personalizzazione.
Da un punto di vista tecnico, è in sostanza possibile intervenire sulla natura e sulla concentrazione delle resine, di modulare la lunghezza delle catene polimeriche e di adattare la formulazione alle esigenze specifiche del cliente.
Non a caso, alcune esperienze sul campo hanno dimostrato il potenziale di questa variabilità in contesti particolarmente esigenti. Presso alcuni clienti, ad esempio, sono state effettuate prove su atomizzato destinato anche a terzi e movimentato in big bag, dove la tenuta del granulo durante il trasporto è risultata un parametro determinante. In quel caso il tenacizzante non doveva soltanto aumentare il modulo di rottura, ma garantire che il granulo non si sbriciolasse prima ancora di arrivare alla pressa. L’esperienza ha evidenziato come una formulazione che si spinge marcatamente in direzione sintetica possa talvolta offrire performance molto interessanti, pur richiedendo un attento bilanciamento per evitare criticità di stabilità o problemi di gestione industriale.
700 – Formulazioni e concentrazioni
Se la serie 400 rappresenta la massima espressione della customizzazione tecnica, la serie 700 costituisce invece la piattaforma più dinamica e versatile dal punto di vista industriale. La sua base è prevalentemente organica (leganti di derivazione naturale), con evoluzioni più recenti che integrano anche componenti sintetiche. Uno degli aspetti più delicati nella formulazione della serie 700 è legato alla solubilità dei componenti in acqua: ogni sostanza, in tal senso, ha un limite di solubilità superato il quale il sistema diventa instabile. A ciò si aggiunga che l’incremento della concentrazione non comporta una crescita lineare della viscosità, ma può generare un aumento esponenziale, con conseguente rischio di gelificazione o difficoltà di stoccaggio. Si tratta di un equilibrio sottile, che per essere conseguito richiede una conoscenza approfondita delle interazioni tra le materie prime e una gestione accurata del contenuto di acqua libera nella formulazione del prodotto.
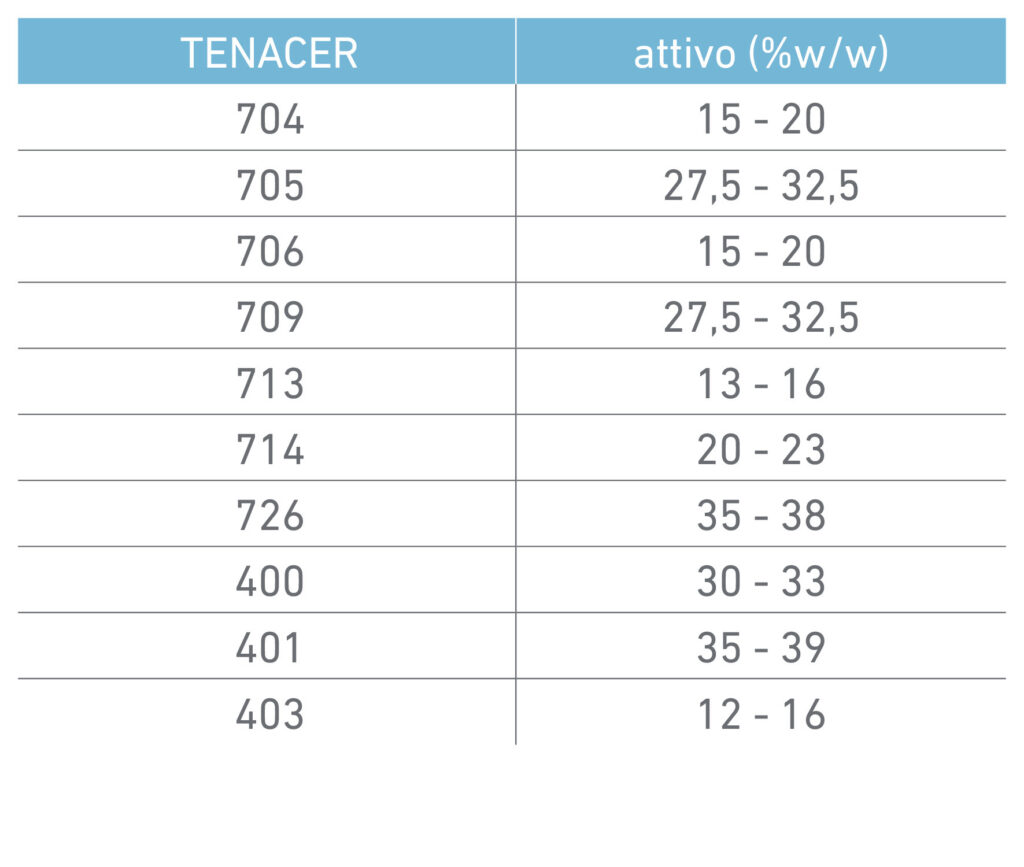
Di seguito il dettaglio delle concentrazioni di attivo all’interno delle diverse formulazioni disponibili sul mercato:
Le esperienze industriali maturate in diversi contesti produttivi dimostrano inoltre chiaramente che l’additivo tenacizzante non può essere considerato un elemento autonomo o risolutivo di per sé, ma deve essere inserito e valutato all’interno di un sistema produttivo articolato, composto da molteplici variabili interconnesse. Ad esempio, nei casi in cui si producono grandi lastre che vengono successivamente tagliate in formati più piccoli, è emerso che le operazioni di taglio possono generare micro-inneschi o microfessurazioni. Se il processo non è correttamente ottimizzato, questi difetti iniziali possono evolvere in rotture vere e proprie durante le fasi successive di movimentazione o lavorazione.
In tali situazioni, l’additivo tenacizzante svolge un ruolo importante perché aumenta la resistenza meccanica del crudo e ne migliora la capacità di sopportare sollecitazioni localizzate. Tuttavia, non può compensare carenze legate ad altri parametri di processo: non sostituisce una corretta gestione dell’umidità presente nelle polveri atomizzate, non rimedia a una pressatura non ottimale e non può correggere una taratura inadeguata del sistema di taglio. In definitiva, l’efficacia del tenacizzante dipende dall’integrazione armonica con tutte le altre variabili produttive: il risultato finale è sempre frutto di un equilibrio tra formulazione (additivo) e processo.
Cuore nero, agenti ossidanti e reologia
Un altro tema centrale rispetto alla formulazione di un tenacizzante temporaneo è rappresentato dal cuore nero, un fenomeno strettamente connesso alla combustione della componente organica e alla difficoltà di completa ossidazione nelle sezioni più spesse della piastrella. Si tratta di una criticità che può emergere in determinate condizioni produttive e che dipende da una combinazione di fattori chiave: lo spessore del manufatto e le caratteristiche del ciclo di cottura, in particolare in termini di curva termica e apporto di ossigeno.
Per prevenire e mitigare questo rischio sono state sviluppate specifiche versioni di TENACER arricchite con agenti ossidanti. Parallelamente sono state realizzate prove industriali su larga scala calibrando attentamente i dosaggi (dell’agente ossidante) in funzione delle diverse esigenze applicative e dei parametri di processo, fino a individuare il corretto equilibrio e raggiungere il risultato tecnico desiderato.

È opportuno sottolineare, sia con riferimento a questa specifica problematica sia in termini più generali, come la gamma TENACER si caratterizzi per un impatto estremamente contenuto sui parametri reologici della barbottina. Questo aspetto rappresenta un elemento distintivo della linea: pur svolgendo efficacemente la funzione di incremento della resistenza meccanica del crudo, i tenacizzanti TENACER sono formulati per essere inseriti nella sospensione, senza modificarne in maniera significativa viscosità e più in generale il comportamento al flusso.
In altre parole, l’additivazione non compromette gli equilibri chimico-fisici del sistema, ma ne preserva stabilità, omogeneità e lavorabilità, consentendo di mantenere inalterate le condizioni operative di stoccaggio, pompaggio e atomizzazione. Questo consente di ottenere i benefici meccanici desiderati senza introdurre criticità di processo o richiedere correzioni sostanziali della formulazione.
Dosaggi
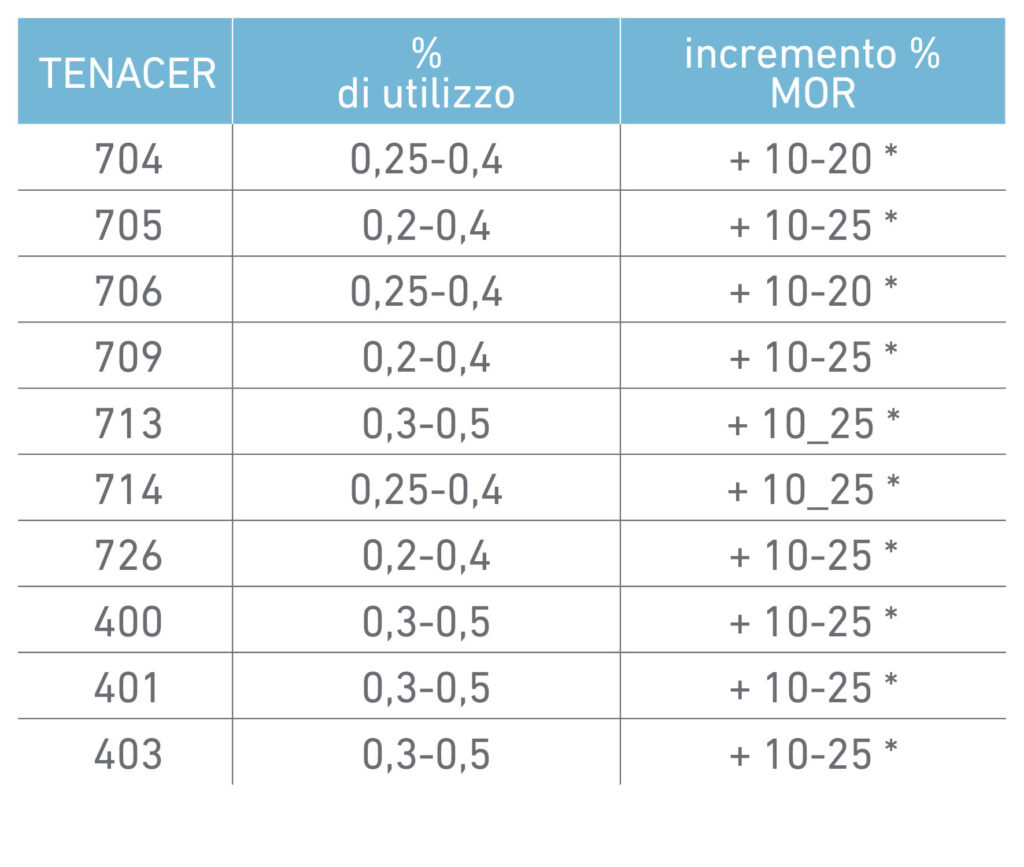
Dal punto di vista dei dosaggi, le percentuali di utilizzo si collocano generalmente tra lo 0,25% e l’1% sul peso secco con adattamenti in funzione della natura dell’impasto e dell’applicazione finale (lo standard si attesta tra lo 0,25% e lo 0,5%, mentre l’1% è riservato a casistiche particolari). Nei super white ad alto contenuto di materie prime non plastiche, dove la plasticità naturale è ridotta, la richiesta di tenacizzante tende ad aumentare. Negli spessori elevati, invece, cresce l’attenzione al bilanciamento tra incremento del modulo di rottura e rischio di cuore nero. Non esistono prodotti rigidamente dedicati a uno spessore specifico: è la percentuale di utilizzo a modulare la risposta del sistema.
Di seguito la tabella riassuntiva dei dosaggi: