
#69 Biocidi, sanitizzanti e preservanti: il ruolo della gamma PREVENTOL®
Controllo batterico dei processi ceramici
Nel processo ceramico, la presenza di batteri non è un’eccezione, ma una condizione strutturale. I batteri sono ovunque e, all’interno degli impianti, trovano un ambiente ideale per proliferare: acqua, materiali organici, temperature favorevoli e, molto spesso, una gestione della pulizia non sistematica. Questo scenario rende il tema della contaminazione batterica tutt’altro che marginale, incidendo direttamente sulla stabilità dei composti e sulla qualità del prodotto finale.
Il punto di partenza per comprendere il problema, a solo titolo di esempio, è uno dei materiali più utilizzati in macinazione: la carbossimetilcellulosa, o CMC.
Se si considerasse esclusivamente il tema degli attacchi batterici, il suo utilizzo sarebbe fortemente limitato, se non del tutto escluso, proprio perché si tratta di una sostanza organica. Tuttavia, la CMC è indispensabile nel processo ceramico, perché consente di controllare l’evaporazione dell’acqua e garantisce le corrette caratteristiche applicative del sistema. Senza di essa, semplicemente, non si riuscirebbe a produrre una piastrella con le prestazioni richieste.
Questa necessità introduce una contraddizione strutturale: le stesse sostanze che rendono possibile il processo sono anche il principale nutrimento per i batteri. Essendo organiche, vengono aggredite e degradate, con conseguenze dirette sulla reologia del sistema. Il risultato è una progressiva perdita delle caratteristiche iniziali del composto, che può manifestarsi in modi diversi. In alcuni casi il sistema si liquefa, in altri si addensa fino a comportarsi come un gel o addirittura come un caglio, perdendo completamente la lavorabilità. Non si tratta di fenomeni teorici, ma di condizioni reali che si osservano quotidianamente in produzione.
A rendere il problema ancora più critico è la velocità di proliferazione batterica. I batteri crescono in modo esponenziale, e questo significa che una situazione apparentemente sotto controllo può degenerare in tempi molto rapidi. È lo stesso principio che si osserva nelle infezioni: inizialmente il sistema regge, poi improvvisamente entra in crisi. In ambito ceramico, questo si traduce in composti che, nel giro di poche ore, perdono completamente le loro caratteristiche.
Gli effetti non si limitano alla fase di preparazione, ma si propagano lungo tutto il processo. La degradazione della CMC, ad esempio, riduce la capacità del sistema di trattenere l’umidità, con conseguenze dirette sull’applicazione. Il materiale tende ad asciugare troppo rapidamente, generando difetti evidenti come fori passanti o irregolarità superficiali. Per compensare, spesso si interviene aumentando il dosaggio di additivi o colle, innescando un circolo vizioso che aumenta i costi senza risolvere la causa del problema.
Monitoraggio e segnali di contaminazione
Uno degli strumenti più immediati per individuare un attacco batterico è il controllo del pH. Nei prodotti a base organica, il pH rappresenta un indicatore rapido dello stato del sistema. Se un prodotto che normalmente si colloca intorno a valori neutri o leggermente alcalini mostra uno spostamento significativo, è molto probabile che sia in corso una fermentazione batterica. Questo controllo, pur semplice, consente di individuare precocemente anomalie che altrimenti richiederebbero giorni per essere confermate.
A questo si affiancano test più strutturati, come i sistemi di coltura batterica (dip test), che permettono di quantificare la presenza di batteri. Questi test richiedono tempi di incubazione di alcuni giorni e condizioni controllate, ma forniscono una conferma più precisa della contaminazione.
È in ogni caso importante sottolineare che si tratta di analisi quantitative e non qualitative: ciò che interessa è la quantità di batteri, non la loro tipologia.
Un aspetto interessante riguarda la temperatura. I batteri proliferano più facilmente in condizioni di caldo, in particolare nei mesi estivi, quando le temperature dei composti possono raggiungere valori elevati. Tuttavia, temperature ancora più alte possono avere un effetto opposto, inibendo la crescita batterica. Questo spiega perché alcuni sistemi sembrano più stabili in condizioni estreme: non è un miglioramento reale, ma un effetto temporaneo legato alla temperatura.
Biocidi, sanitizzanti e preservanti: tre funzioni, un unico sistema
Per affrontare il problema della contaminazione batterica, è necessario distinguere tra tre tipologie di intervento, che spesso vengono confuse ma che rispondono a logiche diverse. Il sanitizzante ha una funzione di shock: viene utilizzato per abbattere rapidamente la carica batterica, come nel caso dell’utilizzo di acqua ossigenata per la pulizia degli impianti. Il biocida interviene in presenza di contaminazione, eliminando i batteri attivi. Il preservante, infine, ha il compito di mantenere il sistema stabile nel tempo, impedendo nuove proliferazioni.
Nel contesto della gamma PREVENTOL®, queste funzioni tendono a sovrapporsi. I prodotti utilizzati svolgono contemporaneamente un’azione biocida e, se mantenuti in concentrazione adeguata, una funzione preservante. Questo significa che non è sufficiente eliminare i batteri presenti, ma è necessario garantire la presenza di una quota residua di principio attivo per evitare nuove contaminazioni.
PREVENTOL® P 301 e PREVENTOL® BIT 20 D: complementarità operativa
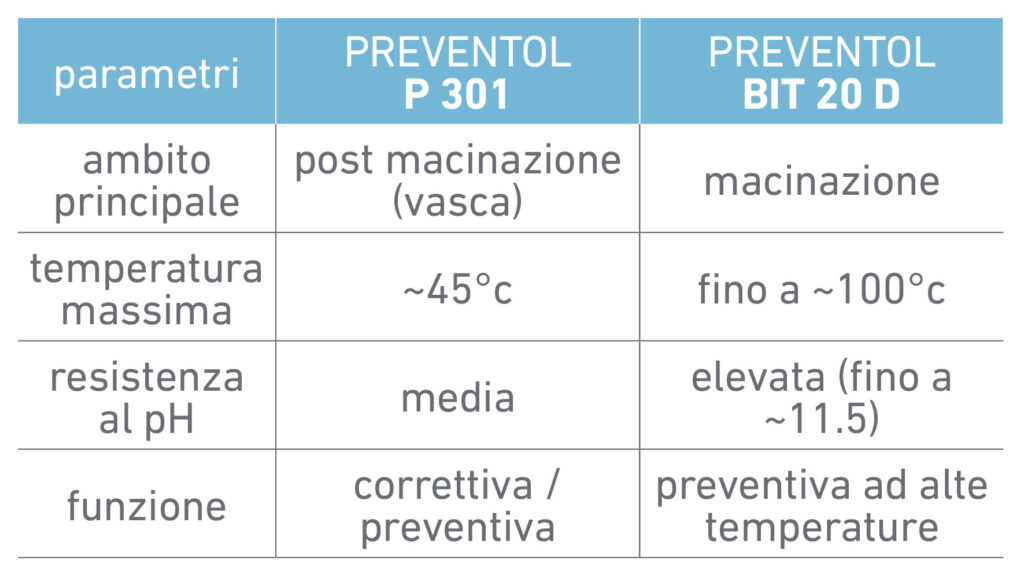
All’interno della gamma PREVENTOL®, due prodotti assumono un ruolo centrale. Il PREVENTOL® P 301 è progettato per l’utilizzo post-macinazione, in condizioni di temperatura relativamente contenuta. Il suo limite principale è proprio la temperatura: al di sopra di circa 45 gradi, la molecola si degrada e perde efficacia. Questo lo rende ideale per il trattamento delle vasche, ma non per l’utilizzo diretto nei mulini.
PREVENTOL® BIT 20 D nasce invece per superare questo limite. Si tratta di un biocida in grado di resistere a temperature elevate, fino a cento gradi, e a valori di pH molto alti. Questa caratteristica lo rende adatto all’utilizzo in macinazione, dove le condizioni operative sono più severe. L’introduzione di questo prodotto consente di intervenire a monte del processo, eliminando la contaminazione già in fase di produzione del composto.
La combinazione dei due prodotti rappresenta la soluzione più efficace. Intervenendo sia in macinazione sia nelle vasche, è possibile controllare la contaminazione lungo tutto il processo, evitando che il problema si ripresenti a valle.
Parametri a confronto
Sicurezza, gestione operativa e dosaggi
L’utilizzo dei biocidi richiede una gestione attenta, perché si tratta di sostanze progettate per eliminare organismi viventi. Questo implica un potenziale rischio per l’uomo e per l’ambiente, che deve essere gestito attraverso dosaggi corretti e adeguate misure di sicurezza. Le concentrazioni utilizzate sono calibrate per rimanere al di sotto delle soglie che richiedono etichettature di pericolo nei semilavorati. Questo non significa che i prodotti siano innocui, ma che vengono utilizzati in condizioni controllate che ne limitano l’impatto. Superare queste soglie può comportare problemi sia dal punto di vista normativo sia operativo, con possibili effetti sugli operatori e sulle procedure aziendali.
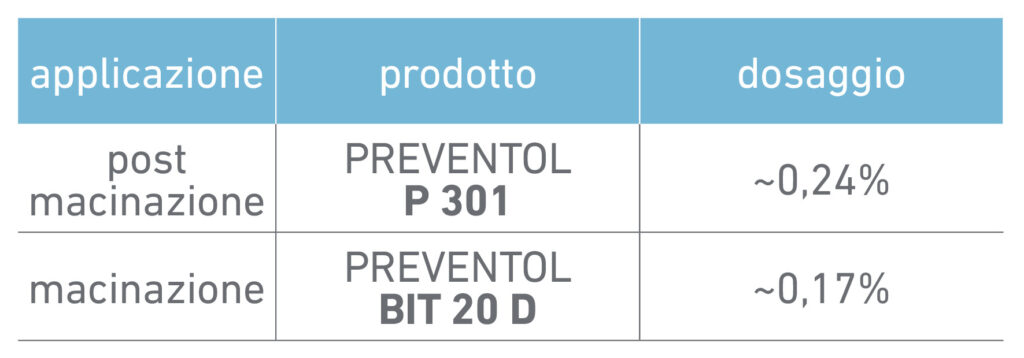
L’approccio più efficace non consiste nell’utilizzo isolato di un singolo prodotto, ma nella combinazione dei due sistemi. Inserendo il PREVENTOL® BIT 20 D in macinazione e il PREVENTOL® P 301 nelle vasche, è possibile controllare la contaminazione lungo tutto il processo, riducendo drasticamente il rischio di proliferazione batterica.
Questa strategia deve essere accompagnata da una corretta gestione degli impianti. La sanificazione periodica, ad esempio mediante acqua ossigenata, rappresenta un passaggio fondamentale per mantenere sotto controllo la carica batterica. Senza una pulizia sistematica, anche il miglior biocida rischia di diventare inefficace nel lungo periodo.
Indicazioni di utilizzo (valori indicativi)
Superare queste soglie può comportare l’obbligo di etichettatura e aumentare il rischio di esposizione per gli operatori. È quindi fondamentale mantenere un equilibrio tra efficacia e sicurezza, evitando sia sotto dosaggi, che renderebbero inefficace il trattamento, sia sovradosaggi, che potrebbero creare problemi operativi e normativi.
Impianti e prevenzione: il vero fattore critico
L’efficacia dei biocidi è strettamente legata alla gestione degli impianti. Senza una strategia di pulizia e manutenzione, anche il miglior prodotto rischia di essere inefficace. La contaminazione può infatti originarsi nei mulini, nelle vasche o nelle tubazioni, e propagarsi lungo tutto il processo. Una gestione corretta prevede operazioni periodiche di sanificazione, la rotazione delle vasche e il controllo delle condizioni operative. In alcuni casi avanzati, vengono installati sistemi automatici di dosaggio che permettono di mantenere costante la concentrazione di biocida, riducendo l’intervento manuale e migliorando la stabilità del processo.
Un aspetto spesso trascurato riguarda i periodi di fermo. Lasciare le vasche piene durante le fermate produttive può favorire la fermentazione e rendere difficile la ripresa delle attività. Anche in questi casi, l’utilizzo di biocidi e una corretta gestione degli impianti possono prevenire problemi significativi.
Limiti delle alternative e centralità della CMC
Nel tempo sono stati fatti tentativi per sostituire la CMC con soluzioni sintetiche meno soggette all’attacco batterico. Tuttavia, questi tentativi non hanno prodotto risultati soddisfacenti. I materiali sintetici non riescono a replicare completamente le proprietà della CMC, in particolare la capacità di trattenere l’acqua e stabilizzare il sistema. Questo porta a problemi di sedimentazione, instabilità e difficoltà applicative. La CMC rimane quindi un elemento indispensabile, nonostante la sua vulnerabilità. Questo rende ancora più importante il controllo della contaminazione batterica, perché non è possibile eliminare la causa del problema, ma solo gestirne le conseguenze.
Conclusione
Il controllo batterico nei processi ceramici non è un aspetto secondario, ma una componente fondamentale per garantire stabilità e qualità. La gamma PREVENTOL® offre strumenti efficaci per affrontare questo problema, ma la loro efficacia dipende dalla capacità di integrarli in una strategia complessiva che coinvolga prodotti, impianti e procedure. In un contesto in cui la variabilità è elevata e le condizioni operative sono spesso complesse, il vero valore non risiede nel singolo prodotto, ma nella comprensione del sistema nel suo insieme. È questa visione che consente di trasformare un problema invisibile, come la contaminazione batterica, in un’opportunità di miglioramento concreto delle performance produttive.
