
#69 Sanitizing, biocides and preservatives: the role of the PREVENTOL® range
Bacterial control in ceramic processes
In ceramic production, the presence of bacteria is not an exception—it is a structural condition. Bacteria are everywhere, and within industrial systems they find an ideal environment to thrive: water, organic materials, favorable temperatures, and often inconsistent cleaning practices. In this context, bacterial contamination is far from a marginal issue, as it directly affects both the stability of formulations and the quality of the final product.
A useful starting point to understand the issue is one of the most widely used materials in milling: carboxymethyl cellulose (CMC).
If bacterial susceptibility were the only factor considered, its use would be severely limited—or even avoided altogether—precisely because it is an organic substance. However, CMC is essential in ceramic processing, as it regulates water evaporation and ensures the correct application properties of the system. Without it, producing tiles that meet performance requirements would simply not be possible.
This creates a fundamental contradiction: the very substances that enable the process also to serve as the primary nutrient source for bacteria. Being organic, they are subject to bacterial attack and degradation, with direct consequences on system rheology. The result is a gradual loss of the compound’s original properties, which can manifest in different ways. In some cases, the system becomes excessively fluid; in others, it thickens to the point of behaving like a gel or even a coagulated mass, completely losing its workability. These are not theoretical scenarios, but real conditions observed daily in production.
What makes the issue even more critical is the speed of bacterial growth. Bacteria proliferate exponentially, meaning that a situation that appears under control can deteriorate very quickly. It follows the same pattern as infections: initially stable, then collapsing. In ceramic processing, this translates into compounds that can lose their properties within just a few hours.
The impact is not limited to the preparation phase but extends throughout the entire process. For example, the degradation of CMC reduces the system’s ability to retain moisture, directly affecting application performance. Materials tend to dry too quickly, leading to visible defects such as pinholes or surface irregularities. To compensate, operators often increase the dosage of additives or binders, triggering a vicious cycle that raises costs without addressing the root cause.
Monitoring and early signs of contamination
One of the simplest ways to detect bacterial activity is by monitoring pH. In organic-based systems, pH is a quick indicator of the system’s condition. If a product that normally remains neutral or slightly alkaline shows a significant shift, bacterial fermentation is likely occurring. Although simple, this check allows early detection of issues that would otherwise take days to confirm.
More structured methods include bacterial culture tests (dip tests), which quantify bacterial presence. These require controlled conditions and a few days of incubation but provide more reliable confirmation. It is important to note that these are quantitative, not qualitative analyses: what matters is the number of bacteria, not their specific type.
Temperature also plays a key role. Bacteria proliferate more easily in warm conditions, especially during summer when compound temperatures can rise significantly. However, very high temperatures can have the opposite effect, inhibiting growth. This explains why some systems appear more stable under extreme conditions—not due to real improvement, but as a temporary temperature-related effect.
Biocides, Sanitizers, and Preservatives: three roles, one system
Addressing bacterial contamination requires distinguishing between three types of intervention, often confused but fundamentally different. Sanitizers provide a shock action, rapidly reducing bacterial load—hydrogen peroxide used in plant cleaning is a typical example. Biocides act in the presence of contamination, eliminating active bacteria. Preservatives, on the other hand, maintain long-term stability by preventing new growth.
Within the PREVENTOL® range, these functions tend to overlap. The products used provide both biocidal action and, when maintained at appropriate concentrations, a preservative effect. This means that eliminating existing bacteria is not enough—residual active substance must remain to prevent recontamination.
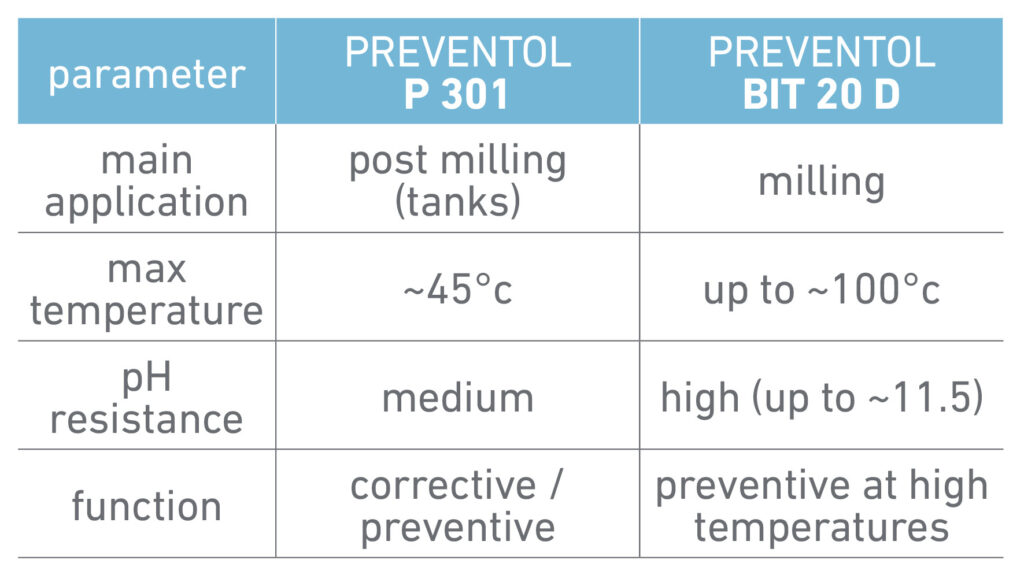
PREVENTOL® P 301 and PREVENTOL® BIT 20 D: complementary use
Within the PREVENTOL® range, two products play a key role. PREVENTOL® P 301 is designed for post-milling use, under relatively moderate temperature conditions. Its main limitation is temperature sensitivity: above approximately 45°C, the molecule degrades and loses effectiveness. This makes it ideal for tank treatment, but not for direct use in mills.
PREVENTOL® BIT 20 D was developed to overcome this limitation. It is a biocide capable of withstanding high temperatures—up to 100°C—and high pH levels. This makes it suitable for use during milling, where operating conditions are more demanding. Its introduction allows intervention upstream in the process, eliminating contamination at the stage where the compound is produced.
Using both products together provides the most effective solution. By acting both during milling and in storage tanks, contamination can be controlled throughout the entire process, preventing downstream recurrence.
Product comparison
Safety, handling, and dosage
Biocides require careful handling, as they are designed to eliminate living organisms. This implies potential risks for both humans and the environment, which must be managed through proper dosing and safety measures.
The concentrations used are calibrated to remain below thresholds that would require hazard labeling in semi-finished products. This does not mean the products are harmless, but that they are used under controlled conditions to limit their impact. Exceeding these thresholds can lead to regulatory and operational issues, including risks for operators and complications in company procedures.
The most effective approach is not the isolated use of a single product, but the combination of both systems. By introducing PREVENTOL® BIT 20 D during milling and PREVENTOL® P 301 in storage tanks, contamination can be controlled across the entire process, significantly reducing bacterial proliferation risks. This strategy must be supported by proper plant management. Periodic sanitation—such as with hydrogen peroxide—is essential to keep bacterial load under control. Without systematic cleaning, even the best biocide will lose effectiveness over time.
Recommended dosages (indicative values)
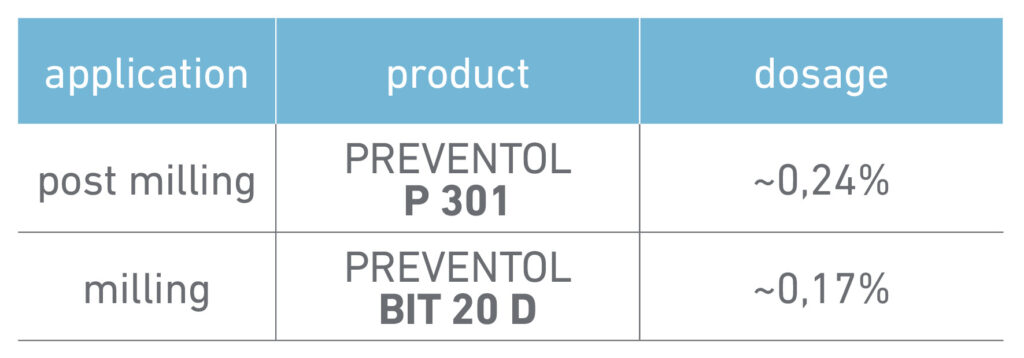
Exceeding these levels may require hazard labeling and increase operator exposure risks. Maintaining the right balance between effectiveness and safety is therefore crucial, avoiding both underdosing (ineffective treatment) and overdosing (operational and regulatory issues).
Plant management and prevention: the real critical factor
The effectiveness of biocides is closely linked to plant management. Without a proper cleaning and maintenance strategy, even the best product will fall short. Contamination can originate in mills, tanks, or pipelines, and then spread throughout the process. Proper management includes periodic sanitation, tank rotation, and control of operating conditions. In more advanced setups, automated dosing systems are installed to maintain a constant biocide concentration, reducing manual intervention and improving process stability.
Shutdown periods are often overlooked. Leaving tanks full during production stops can promote fermentation and complicate restart operations. Even in these cases, correct plant management combined with biocide use can prevent significant issues.
Limits of Alternatives and the Central Role of CMC
Over time, attempts have been made to replace CMC with synthetic alternatives less prone to bacterial attack. However, these solutions have not delivered satisfactory results. Synthetic materials cannot fully replicate CMC’s properties—particularly its ability to retain water and stabilize the system—leading to sedimentation, instability, and application difficulties. CMC therefore remains indispensable, despite its vulnerability. This makes bacterial control even more critical, as the root cause cannot be eliminated—only managed.
Conclusion
Bacterial control in ceramic processes is not a secondary concern, but a fundamental factor in ensuring stability and product quality. The PREVENTOL® range provides effective tools to address this issue, but their success depends on their integration into a broader strategy involving products, equipment, and operational practices. In a context characterized by variability and complex operating conditions, real value lies not in individual products, but in understanding the system. This perspective makes it possible to turn an invisible problem—bacterial contamination—into a tangible opportunity for improving production performance.
