
#42 Analysis of ceramic suspensions: tools & purposes
- Introduction
- Grinding process & application systems
- Analytical tools:
- Simulation of the grinding process: jars & roller mills
- Pycnometer
- Laser granulometer
- Sieve or sifters
- Rheometer
1. Introduction
Analysis of ceramic suspension promoted by companies specializing in chemical auxiliaries for industrial production play a crucial role in ensuring smooth and efficient manufacturing processes.
Typically, these analyses focus on liquid semi-finished products, such as glaze and grit suspensions, engobes, glaze-engobes, and slurries. By considering the specific parameters of the production line, these studies help optimize the stability of these materials, making them suitable for seamless processing.
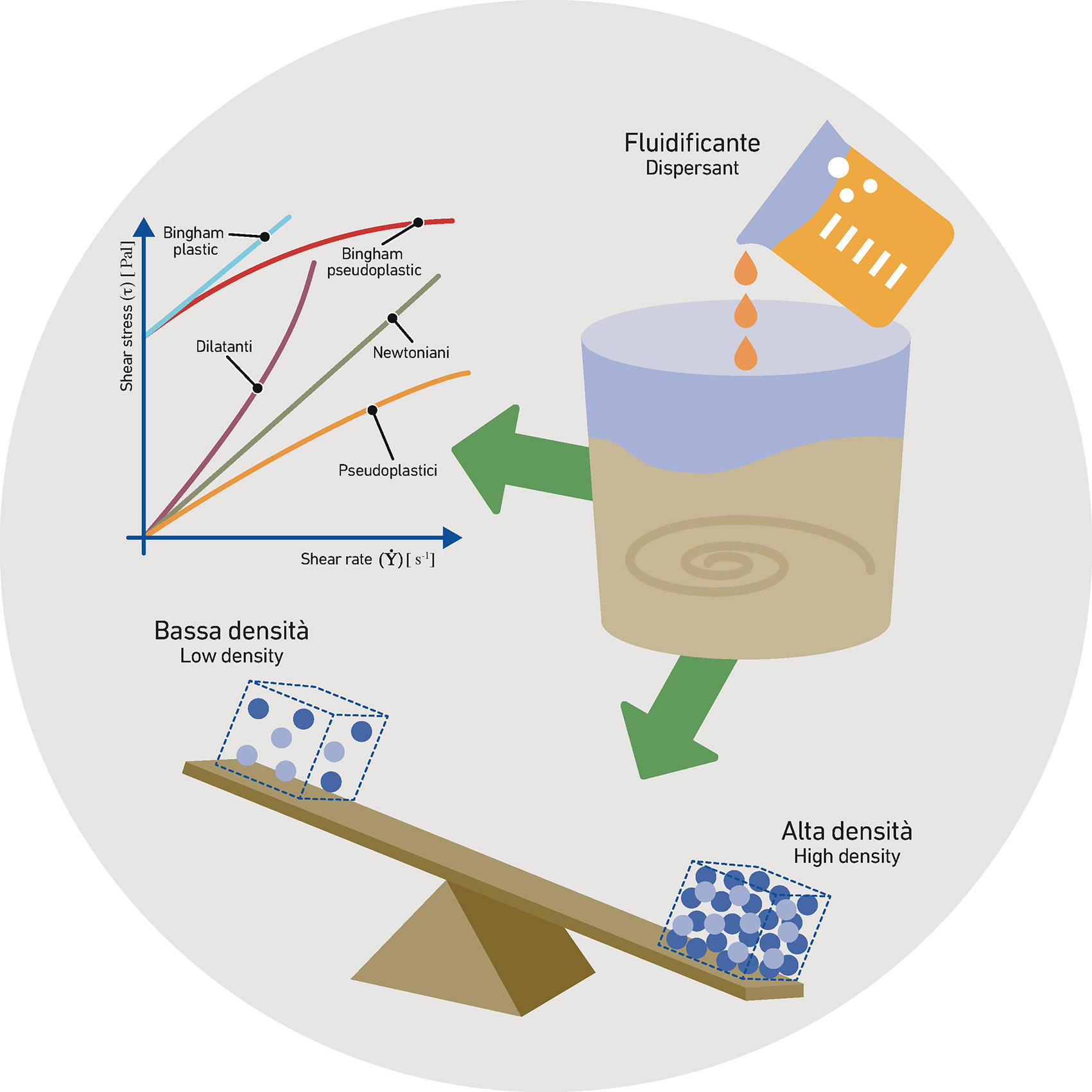
On a broader scale, stabilizing an aqueous suspension means managing key parameters, like sedimentation – ensuring it doesn’t occur even when the system is sufficiently fluid – and thixotropy.
These factors need to remain consistent throughout the suspension’s lifecycle, from production to its final use. For instance, slip is typically processed in spray dryers over a relatively short period, while glaze suspensions might sit in storage tanks for weeks before being used.
The goal is to minimize fluctuations so the suspension maintains its quality and performs reliably during production.
In essence, any variations or fluctuations must be minimal to ensure the suspension (semi-finished product) remains suitable for its intended application.
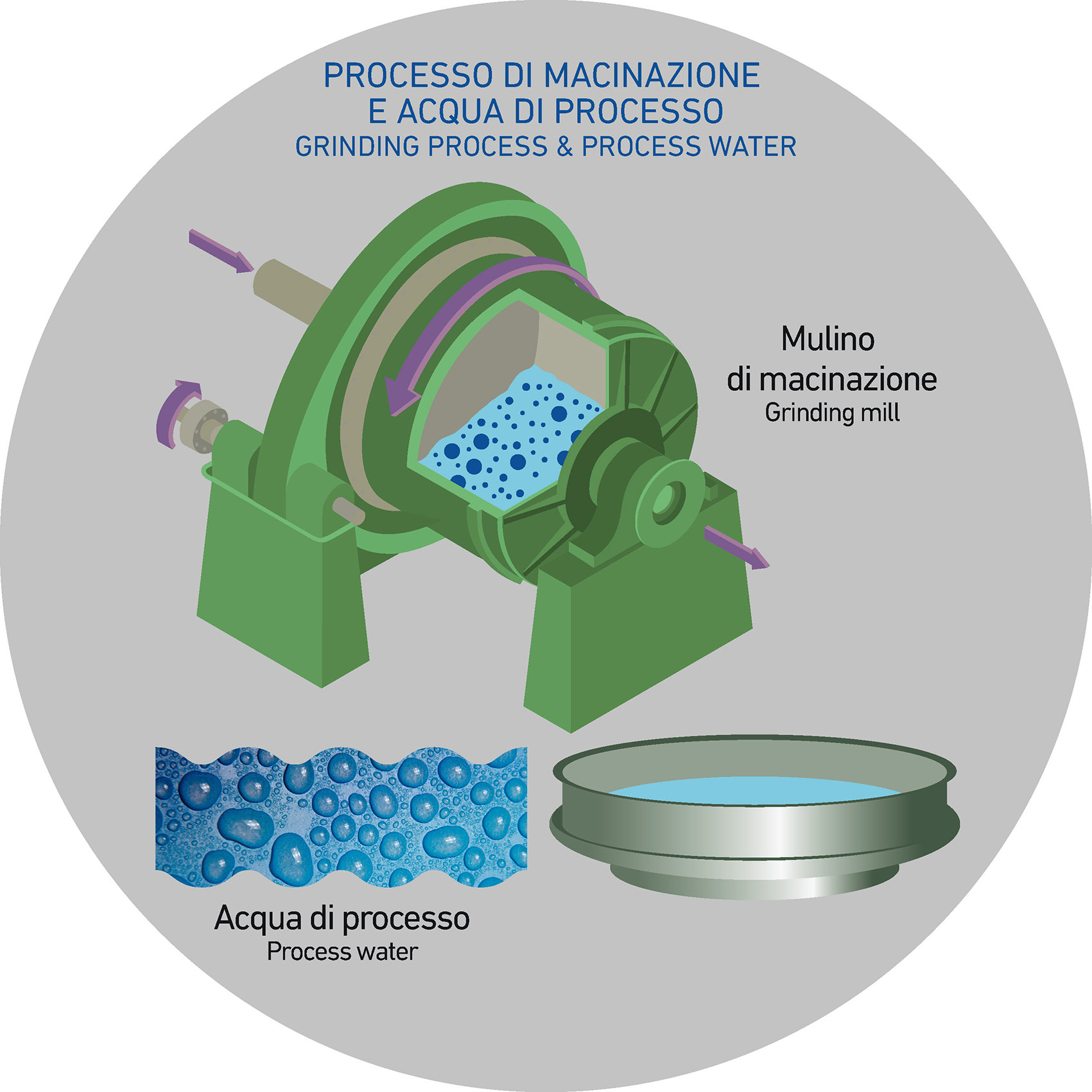
2. Grinding process & application systems
These studies are always closely related to the grinding process (of glazes, engobes, slurries, etc.) and the outcomes it produces. They involve a detailed analysis of the relationship between the solid and liquid components of the suspension and aim to modify or optimize the formulation of additives involved the process.
Essentially, they evaluate how well the grinding process supports the consistent production of a semi-finished product that performs reliably during its intended production stages. Fluidization studies also become essential whenever changes to the formulation are required, such as adjusting the proportions of solids, liquids, and chemicals.
In practice, this involves first determining the particle size distribution, which serves as a baseline for analysing other factors like viscosity, rheological behaviour, and stability. Each type of suspension has unique requirements, meaning the choice of additives and the adjustments must align with the specific goals of the application.
For example, the liquid-to-solid ratio in suspensions for slurries typically leans toward a higher solid content to maximize productivity during various stages of the process. Less liquid means lower energy consumption during atomization.
To achieve this, specific types of dispersants and chemicals are required – different from those used in engobes or glaze suspensions. Using additives that generate excessively high Ford Cup values, for instance, could cause issues during mill discharge or sieving processes. On the other hand, excessively low values might lead to sedimentation problems.
In the case of glazes, interventions are often aimed at preventing or addressing specific application defects. The primary goal is to create a suspension that can be applied smoothly, without causing technical (or process-related) or aesthetic issues.
Simplifying as much as possible, the main goal for ceramic mixtures is usually to minimize the amount of water used during grinding, while for other suspensions, the focus is more on selecting the right additives to improve application performance.
More broadly, fluidisation studies must also consider the equipment and technology used to apply the suspension. Different application methods require different additives and system parameters.
For example, the rheological properties of a slip/barbottina (ground and atomized) might be unsuitable for a glaze suspension, which could be applied using various technologies like spraying, vela, bell application, or valves.
In essence, the ceramic production process is made up of multiple sub-processes, and the rheological properties of the suspensions must align with the specific requirements of each step.
3. Analytical tools
Fluidization studies involve multiple stages and require the use of various tools, each playing a crucial role in building a comprehensive understanding of the suspension’s properties.
- SIMULATION OF THE GRINDING PROCESS: JARS & ROLLER MILLS
The first step is to replicate the grinding process in the laboratory using a mill. This involves loading the mill with the same formulation components—solid materials, water, and additives—in the same proportions used during production. The grinding phase continues until the desired particle size is achieved, allowing for the subsequent evaluation of the suspension’s physical and rheological characteristics.
The mill consists of a grinding jar, typically made of ceramic, which is filled with grinding media—generally spherical or near-spherical alumina bodies that help break down the material into smaller particles. The jar is then placed into a roller mill, and the simulation of the grinding process begins.
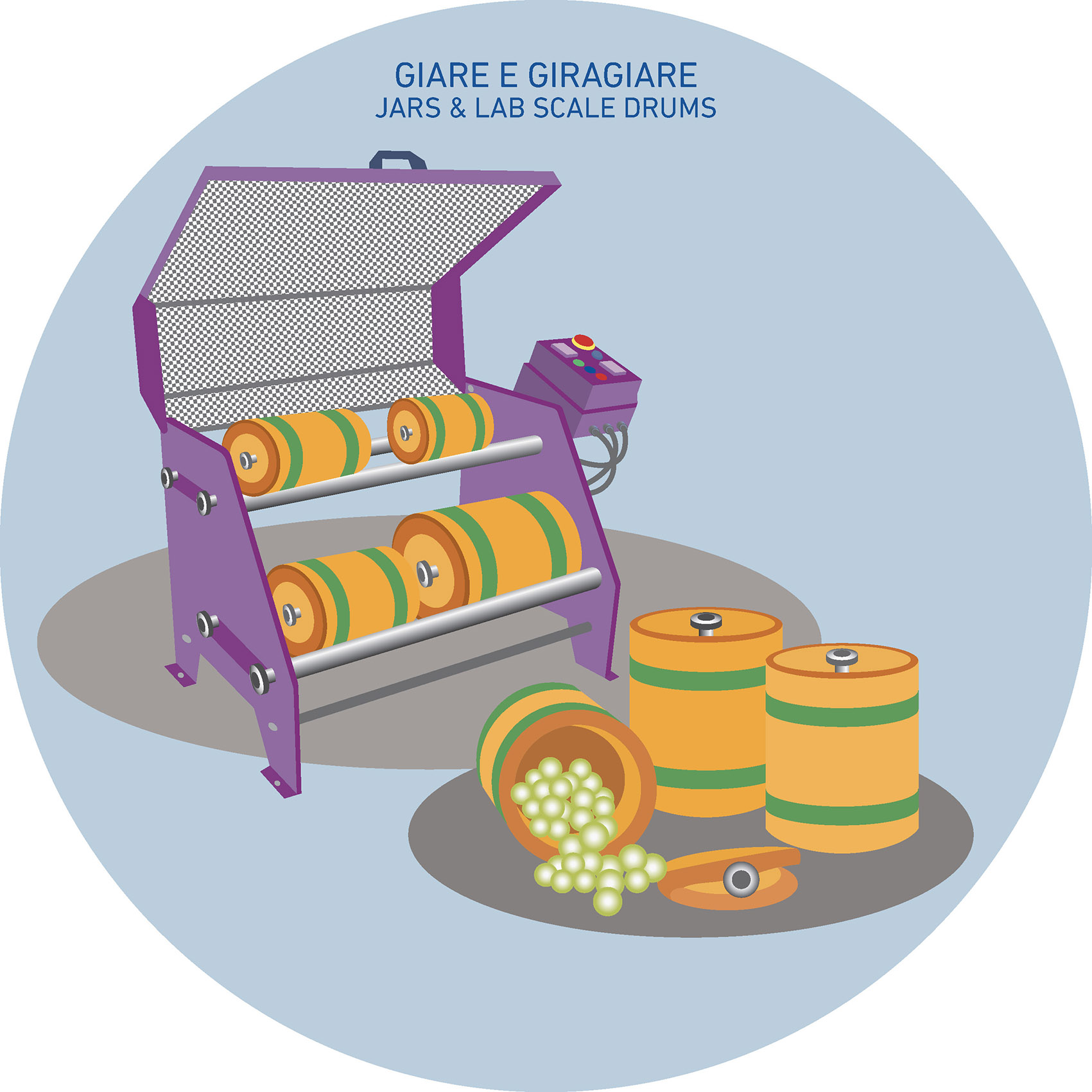
Laboratory mills are commonly used in R&D labs or small-scale production environments for wet or dry grinding, mixing, blending, particle size reduction, or material dispersion. In the case of laboratory jar mills, the grinding jar is typically filled halfway with grinding media or spheres. As the mill rotates, the solid material in contact with the grinding media is reduced in size through impacts, friction, and rolling, eventually reaching particle sizes of about 1 micron.
The final particle size can be controlled by adjusting the size of the grinding spheres and the mill’s rotation speed. Additionally, the grinding process duration can vary depending on the target particle size distribution.
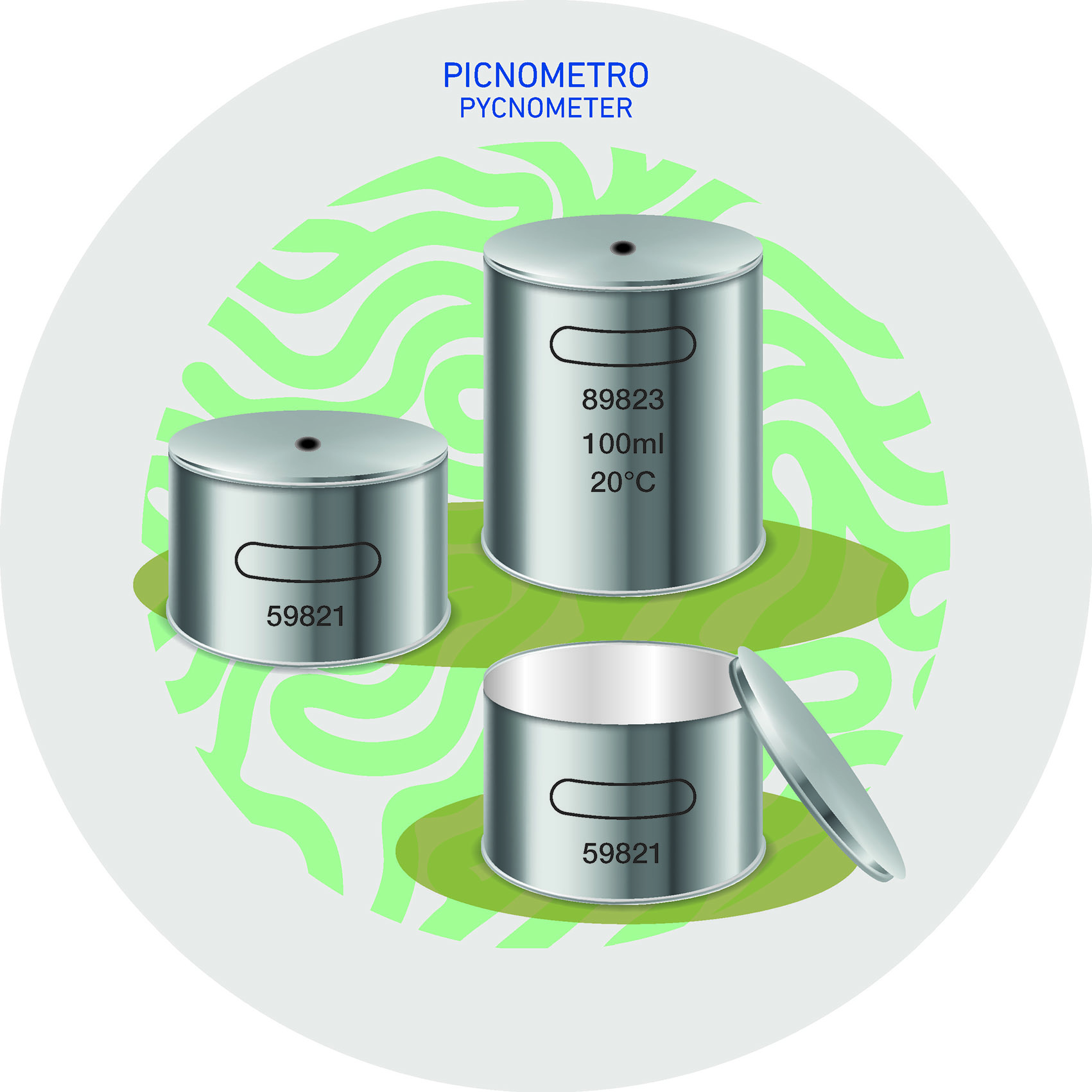
- PYCNOMETER
The pycnometer (from the Greek πυκνός piknos, meaning “dense”) is a tool used to measure the density of a material. Density is defined as the ratio of the sample’s mass to its volume.
The pycnometer is a small metal cylinder with a known volume (approximately 100 cm³) that is filled with the suspension sample, whether frit, glaze, engobe, glaze-engobe, or slurry. It provides the mass-to-volume ratio, making density a key parameter to monitor in production.
Density measurements are crucial because they verify whether the semi-finished product falls within standard ranges for optimal processing. They also offer insights into the suspension’s solid-to-liquid ratio: the higher the measured density, the greater the solid content in the ceramic suspension.
How is it done in practice?
To measure density using a pycnometer, follow these steps:
- Begin by weighing the empty pycnometer and noting its weight
- Carefully fill the pycnometer (which has a known volume) with the liquid whose density is to be determined.
- Clean and Weigh Again: Thoroughly clean the exterior of the filled pycnometer to remove any excess liquid and weigh it again.
The density of the liquid can then be calculated by dividing the weight of the liquid (total weight minus the weight of the empty pycnometer) by the volume of the pycnometer.
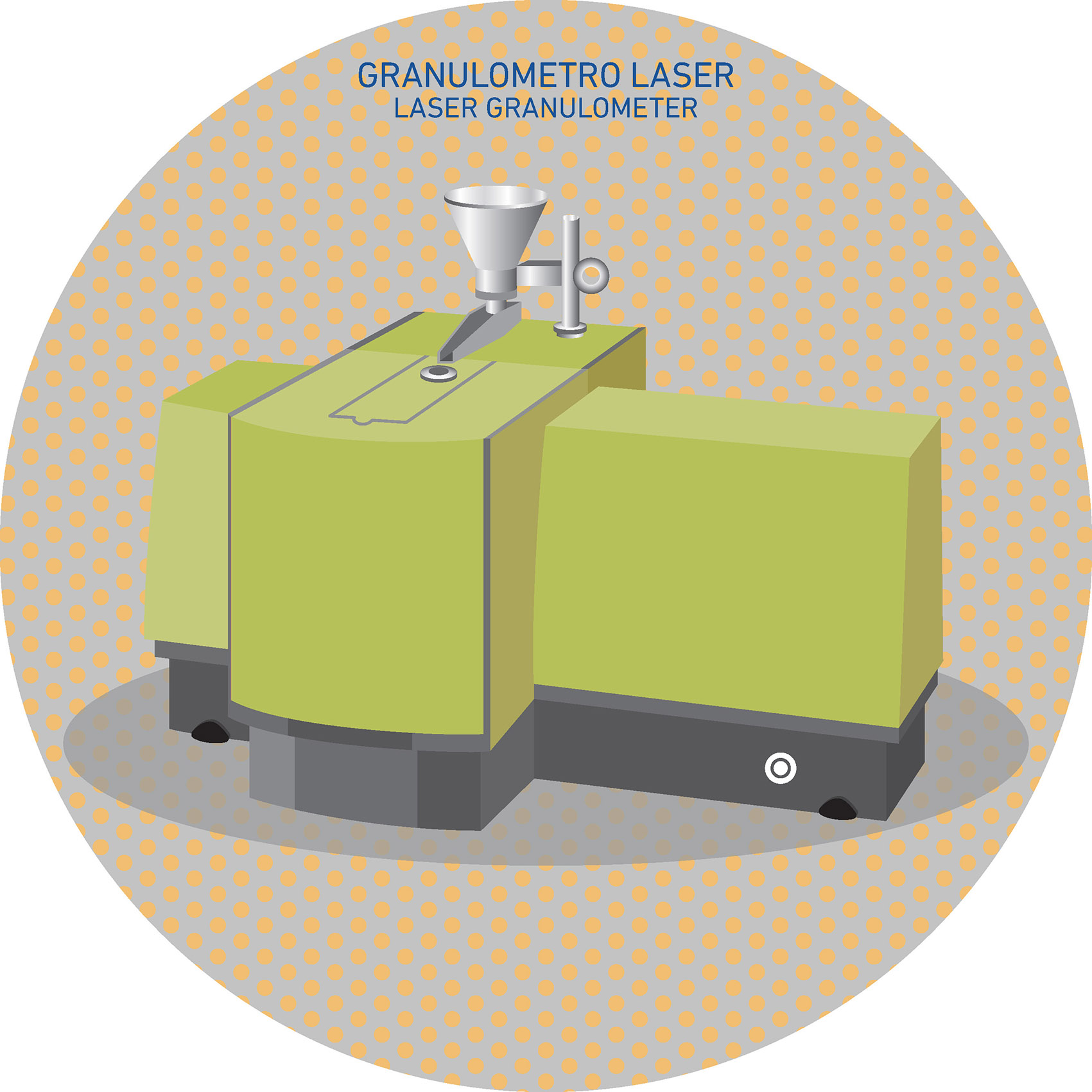
- LASER GRANULOMETER
To determine the particle size distribution of the solid component, two main methods are typically used.
The most accurate and advanced approach involves using a laser granulometer. This device measures the complete particle size distribution of solid particles in a suspension, providing detailed data on the proportion of particles within specific size ranges.
Laser granulometers are widely used across industries such as pharmaceuticals, food production, chemicals, and, of course, ceramics, due to their precision and reliability in analysing particle size distributions.
To simplify the operation of a laser granulometer, the process can be summarized as follows:
- Sample Preparation: A small portion of the particle suspension to be analysed is dispersed in water and kept under constant agitation to ensure uniform dispersion and prevent particle reaggregation.
- Laser Illumination: A monochromatic laser beam is focused on the suspension.
- Light Scattering: The dispersed particles interact with the laser light, scattering it in all directions. The intensity and angle of the scattered light depend on the particle size—smaller particles scatter light at larger angles.
- Detection: The machine’s detectors capture the scattered light at specific angles. The intensity of the scattered light at each angle is processed using a mathematical model to calculate the particle size distribution.
- Results: Within minutes, the complete particle size distribution of the analysed suspension is obtained.
Laser granulometers are highly precise, versatile, and efficient tools for particle size measurement.
However, they are also quite expensive and require specialized technical expertise to operate correctly (which, of course, is available in our laboratories).
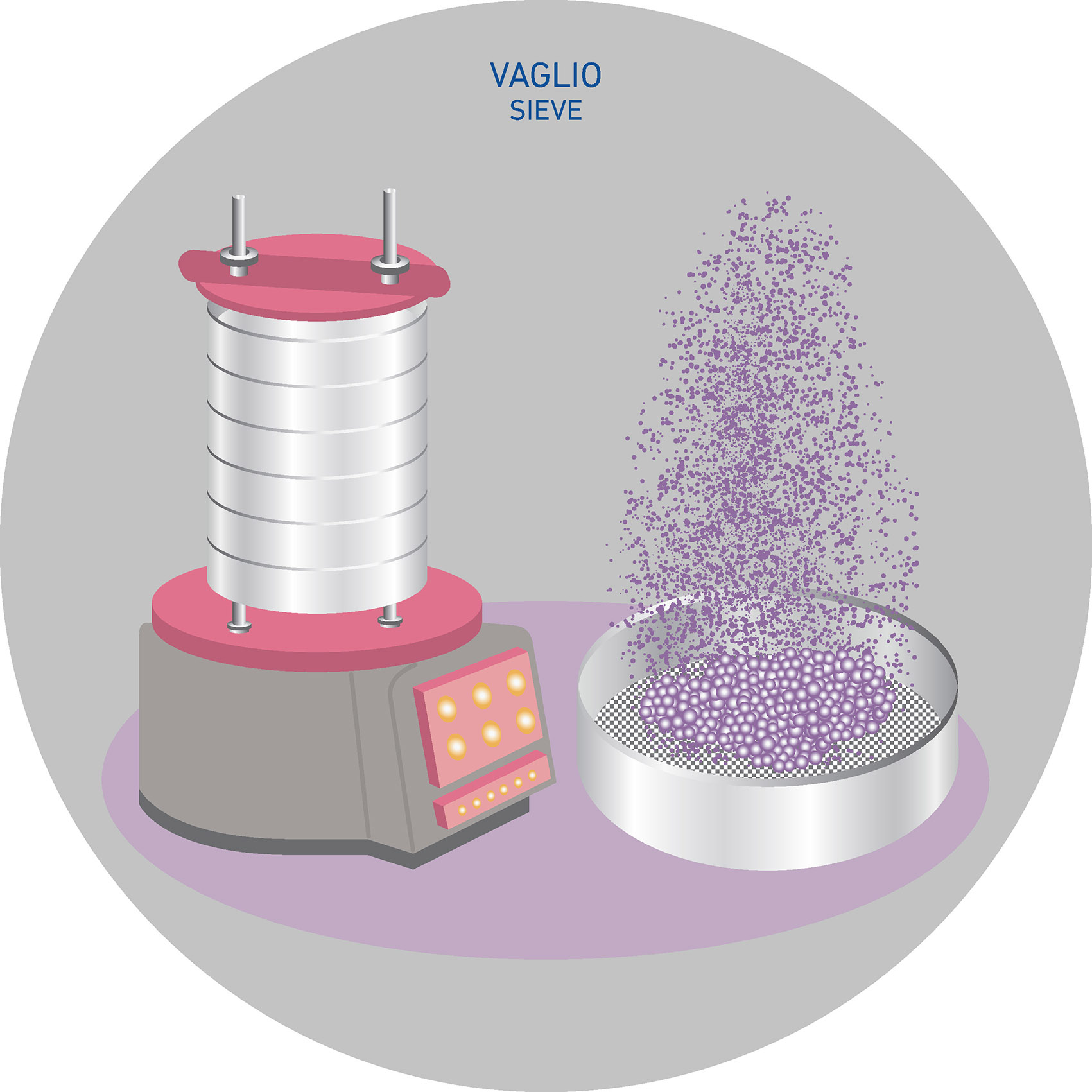
- SIEVE OR SIFTERS
The second method for determining the particle size distribution of solids in suspension involves using sieves or sifters. In this approach, particle size distribution is determined by physically separating particles of different sizes through standardized sieves, followed by weighing the recovered fractions.
Both sieves feature a standardized mesh size, through which a known and consistent volume of suspension (typically 100 cc) is passed. The solid particles that do not pass through the mesh and remain on top are collected and weighed. This measurement yields a value referred to as the residue.
When expressed as a percentage of the analysed suspension, the residue indicates the fraction of solid particles larger than the mesh size of the sieve used.
Residue measurement is a straightforward and effective parameter for quickly assessing the grinding efficiency of a suspension.
By comparing the measured residue to a reference threshold, it becomes possible to take corrective action if the result is not within acceptable limits. For instance, if the measured residue exceeds the standard, one might decide to extend the grinding duration to achieve the desired particle size distribution. This approach ensures that the suspension meets the required specifications for optimal production performance.
- RHEOMETER
Once the suspension is obtained, the process continues with the rheometer, which could be considered the king of all tools.
The rheometer is the primary tool used for rheological analysis. It allows controlled stresses to be applied to a sample and measures its response in terms of deformation or flow. Essentially, it enables a detailed characterization of the suspension’s behaviour when subjected to mechanical stresses.
It is typically used for non-Newtonian fluids, which require more complex analyses regarding their response (or reaction) under different stress conditions. In other words, the rheometer makes it possible to investigate the rheological behaviour of a semi-finished product, allowing for a precise study of its properties and verifying whether they are suitable for subsequent production use.
Rheometer experiments must be selected and tailored according to the type of semi-finished product under examination. Since suspensions are subjected to different types of processes (consider, for example, the significant difference between slip and glaze), they will consequently experience various kinds of stress from the system. This is why rheometer experiments must necessarily be customized.
In practice, what happens on a technical level?
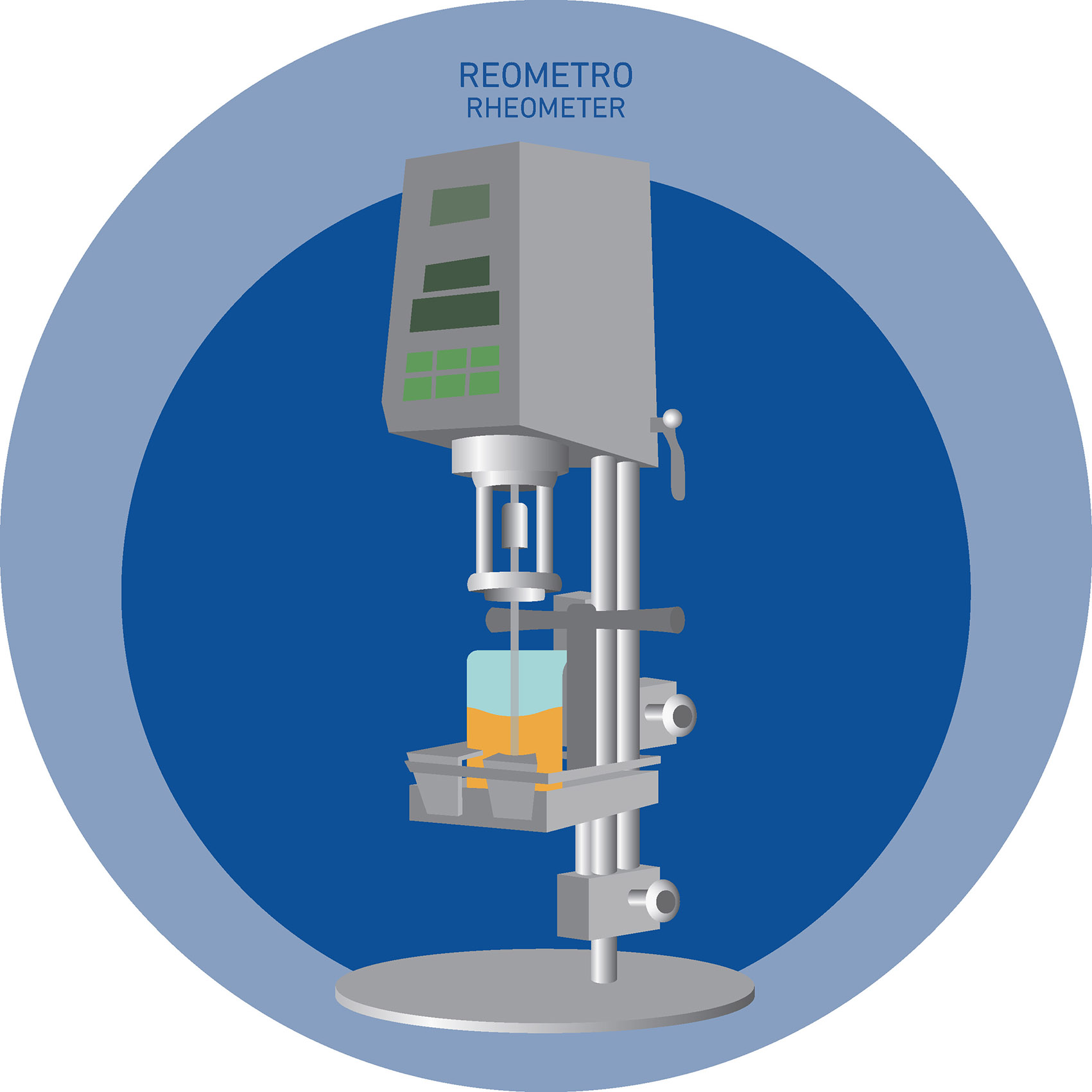
The sample of the suspension is placed inside the rheometer’s measurement system. Once positioned, the sample is thermostated, meaning it is brought to a constant temperature to ensure that all measurements are performed under the same thermal conditions (an aspect that significantly affects viscosity values).
Ideally, the selected temperature may vary depending on the requirements of each analysis. It can range, for example, from room temperature to around 45°C. However, in general, testing is carried out at the same temperatures expected in the production line.
Inside the rheometer, the suspension is subjected to mechanical stresses using a rotor that rotates on its axis at a speed that can be constant, increasing, or decreasing. In other cases, the fluid may simply be subjected to torsional movements, depending on the aspects being tested and the data sought.
To be more precise, we can say that:
- If the goal is to measure the viscosity of the liquid, a constant shear stress will be applied
- If the goal is to measure the elasticity of the liquid, an oscillatory shear stress will be applied
- If the goal is to study the behaviour of the liquid under varying flow conditions, a time-dependent shear stress will be applied
These tests can, for example, help estimate the likelihood of the fluid undergoing sedimentation, evaluate potential thixotropic behaviour by determining whether the fluid can return to its original state after being set in motion, measure how long it takes to do so, and investigate whether increasing the applied stress results in greater resistance to motion by the fluid—among other assessments.
The results provide insight into the physical characteristics of the fluid and enable corrective actions through the use of appropriate additives capable of modifying the observed properties.
Data interpretation and analysis are achieved through the development of graphs, flow curves, or rheograms, which illustrate the behaviour of the suspension in response to applied shear stress (the tangential force applied to generate motion) and the variations in viscosity or shear rate.
In conclusion, fluidization studies involve a series of complex and detailed actions that provide clients with valuable information to ensure the proper execution of their specific production processes.
