
#36 How to improve the printing definition of digital inks?
- Introduction
- Critical issues and parameters :
- Dryness of the glaze
- Excessive presence of binders
- Excessive presence of clays
- Preventive or corrective actions:
- Increase of the suspension’s density value and chemicals involved
- Increase in grinding residue
- Reduction of plastic materials
- Use of wetting agents
1. Introduction
The introduction of digital technology in the ceramics industry has rapidly changed the scenario, opening the doors to a huge amount of new technical and aesthetic possibilities. A change that from one side has provided all producers with a great production flexibility and, on the other side, has made ceramics – already known for its high technical performance – a material that can today be aesthetically compared to very noble material, such as marble, wood, stones, cement, etc…
The digital printers’ piezoelectric system, in fact, ensures a precise discharge of ink droplets onto the ceramic support, which has been previously coated with a series of overlapped application layers (engobe, glaze, grit, etc), leading to extraordinary results.
Among all the variables, the printing resolution represents in this regard a key issue, and achieving high-performance results has not to be taken for granted: on this topic there are several aspects to be considered.
2. Critical issues and parameters
However, the proper production conditions to get high printing resolutions are not always easy to reach. Especially when it comes to solvent-based inks and all those water-based applications that are discharged on the glazing line. In general, low printing definition is due to several reasons but the most important, in fact, is the different nature of inks and that kind of applications.
The biggest problem is about the low absorption capacity of the ceramic support. The ink’s droplets, since they do not properly drain, remain on the surface, expanding and therefore leading to a loss of definition and resolution.
Even if it is not the most representative example, let’s start talking about the double firing process.
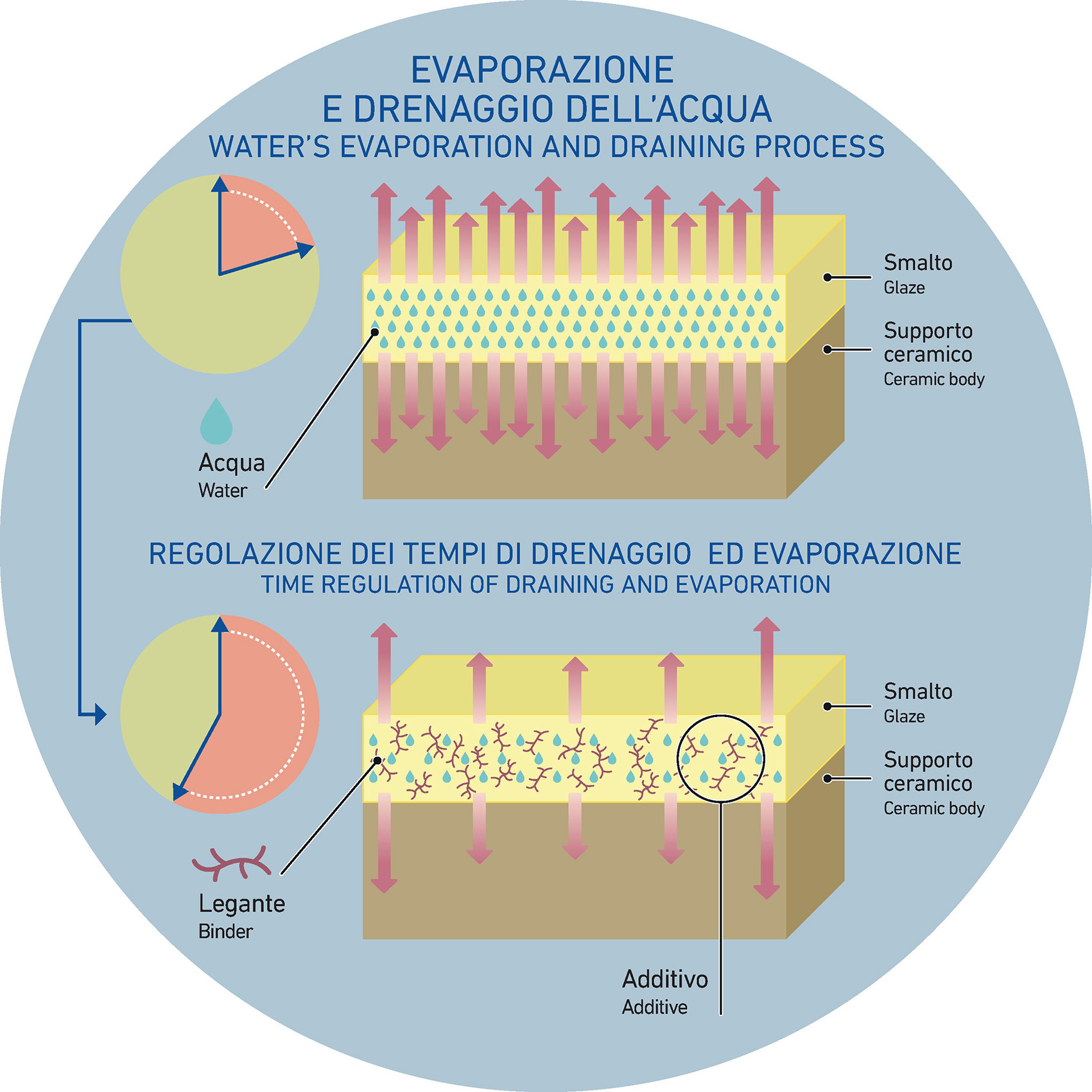
This type of production involves the use of glazes marked by a significant water content, usually applied on a cold support. This combination (high water content and cold support) usually prevents the complete evaporation of the water, that partially remains on (and trapped in) the glazed surface creating an unsuitable for the inks. This incompatibility causes the ink to “float”: instead of being properly absorbed by the glazed surface, it remains on the surface, expanding and losing definition (watercolour effect). This dynamic is even more strong in case of high discharge of ink (or pigment), when for example intense colours are required.
Of course, this scenario also concerns porcelain stoneware or single-firing production in case the production parameters are not optimal.
Which parameters are we talking about?
- DRYNESS OF THE GLAZE
The glaze (engobe or smaltobbio) on which the ink is discharged should be “as dry as possible”, marked by the lowest water content to reduce and minimize incompatibilities. The water that remains trapped in the glaze, in fact, is definitely not miscible with the ink droplets.
Why? What are the reasons?
At a temperature of 20°C, water is characterized by a surface tension of around 72 mN/m (Newton per meter): a quite high tension and surely much higher than that of digital inks. This difference between the surface tensions of the two layers – high in the lower part (glaze) and low in the upper part (ink) – leads to a sort of expansion of the droplet, causing a loss of image definition.
What happens technically?
In oversimplified form: the high surface energy of the glaze combined with a high residual humidity content prevents the correct drainage of the ink droplets, that remain on the surface, expanding and continuing to wet the surface, therefore leading to a loss of print definition.
This is the reason why it is important to find a balance between the two different surface tensions. A balance that also depends on the tile’s temperature (not too cold but not excessively hot) and the amount of residual water on the substrate.
- EXCESSIVE PRESENCE OF BINDERS
Another thing to consider is the calibrated use of binders in the glaze (engobe or smaltobbio). Without getting into many technicalities, binders are essential for the correct production process and thus cannot be eliminated. However, they can affect the retention of humidity in the suspension, creating a film that – since it forms a sort of barrier – prevents the ink from being properly drained.
- EXCESSIVE PRESENCE OF CLAYS
Like binders, clays (that in small percentages are also part of smaltobbio, engobes and glaze suspension) can significantly affect the proper drainage of the inks. In which way? One of the main characteristics of clay is the ability to absorb and retain water. This feature, depending on the different scenario, leads to a greater or lesser amount of the humidity content, sometimes increasing the incompatibility between water and ink droplets. This is the reason why the presence of clays should always be properly managed.
3. Preventive or corrective actions
If one of the main critical issues is the improper drainage of the ink on the support, what can be done to increase absorption and prevent the droplet from spreading?
Ideally, the glaze (or smaltobbio or engobbio) already discharged on the support should arrive under the printheads with the lowest water content. To make this possible, several elements have to be considered: use of specific chemicals such as dispersants, binders and surfactants, for example, the proper position of the airless application machine in relation to the digital printer. A distance that should take into consideration the correct drying time of the suspension.
a) Increase of the suspension’s density value and chemicals involved
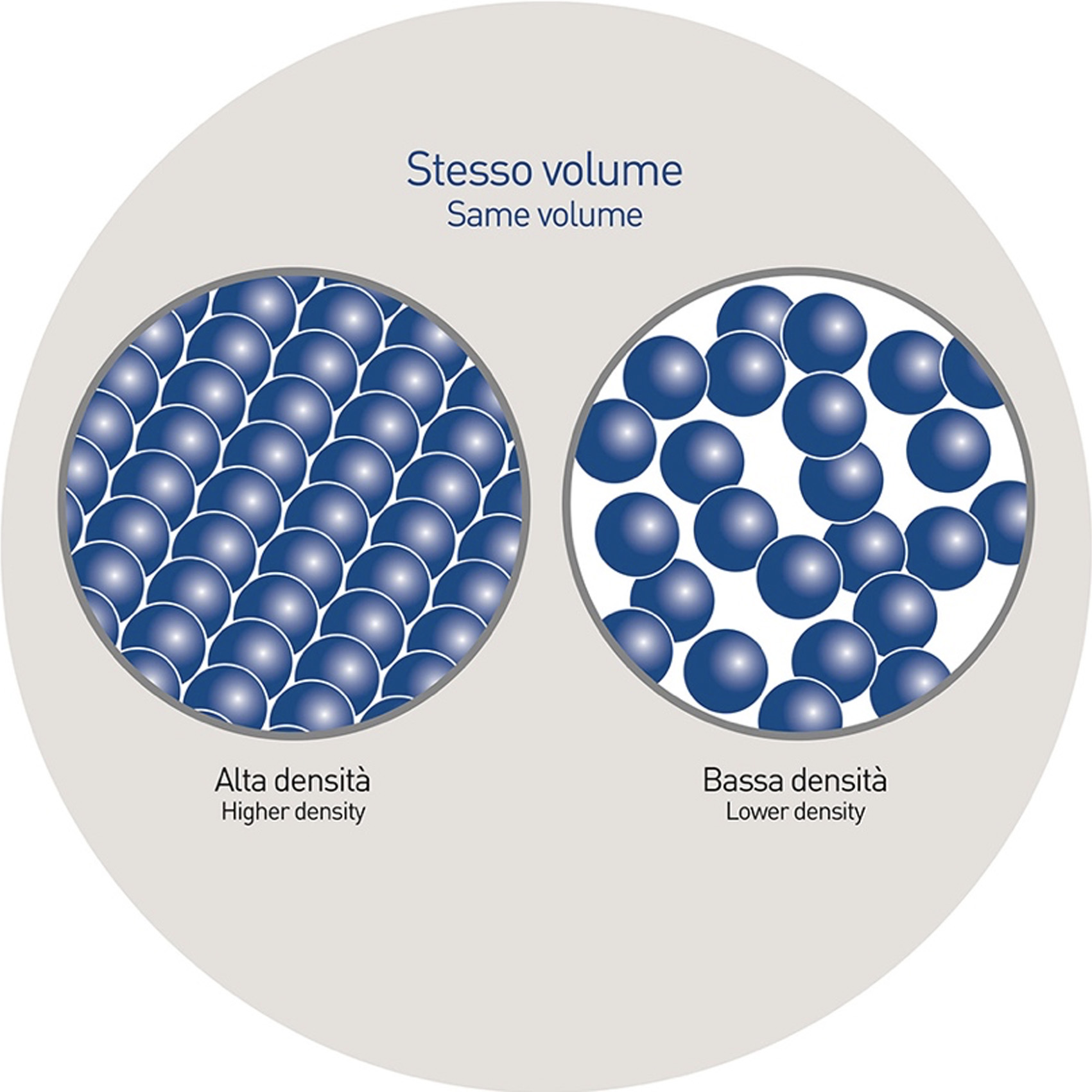
Increasing the density somehow means increasing the percentage of solid matter in the suspension, thus reducing the amount of water, improving drainage, and therefore the printing resolution. How can this be done?
There are some specific chemicals (such as dispersants) that, while limiting the water content, provide the suspension with the proper parameters for a correct application.
What does this mean?
In general, the more water is removed from the system (our goal), the greater the interaction between the solid particles in suspension: a phenomenon that can sometimes be intentionally sought but, in other cases, can produce unwanted side effects. The increase in interactions, in fact, is usually synonymous with higher viscosity. The use of dispersants helps to minimize or reduce these interactions, even in the presence of low water content, thus playing a crucial role.
In this context, even binders, depending on their nature and formulation, can also have different effects on the density values of the system, sometimes producing side effects that need to be carefully monitored, such as for example dusting phenomena (a sign of poor cohesion).
However, it is very important to pay attention when choosing the binder trying to select one that does not significantly affect the viscosity of the system, producing an effect that runs counter to that of the dispersant.
In this respect, the use of a third category of chemicals, surfactants, plays a key role during the application stage.
Since we have decreased the water amount within the suspension to increase the density value and to improve the printing definition (considering at the same time the presence of binders that may affect the viscosity values), some levelling problems may arise.
One of the pre-conditions for a good application and a proper levelling is the fluidity of the system that, as we have seen, can be compromised by reducing the water content. While dispersants help to get the correct application parameters, surfactants reduce the system’s surface tension, promoting the proper wettability of the support.
In summary, the combined action of dispersant, binders, and surfactants produce the right conditions for reducing the water content within the system, improving ink definition through better interaction between glaze and ink.
b) Increase in grinding residue
What is grinding residue?
It is the part of solid content of a suspension that is retained and trapped in the Mesh Screen (with holes of a few microns). The greater the amount of residue, the less the grinding action, and therefore the larger the average particle size.
How does grinding residue affect digital print resolution?
Increasing grinding residue means increasing the size of the interstices (or gaps) between one particle and another, due to the larger particle size. (To better understand this, consider the different sizes of interstices between grains of sand and those between gravel stones). Increasing the size of the interstices allows for better drainage of the ink droplets, that find the space to penetrate, avoiding their expansion on the support and thus reducing the loss of printing resolution.
c) Reduction of plastic materials
The reduction of plastic materials (including some kind of clays) lowers the absorption of a large amounts of water, thus reducing moisture retention that seem to be an enemy for a good printing resolution. The reduction of plastic minerals usually leads to a faster evaporation process, since the water is not bound to other materials. This means that, under the same condition, the glaze will arrive under the printhead marked by the proper parameters.
d) Use of wetting agents
Wetting agents are a category of chemicals specifically designed to increase the space between solid particles of the glaze suspension, thus increasing the drainage through a direct action on surface tension. Wetting agents are part of the broader category of surfactants, which can in turn be divided into subcategories based on function and chemical properties. In our specific case, the presence of surfactants in the substrate promotes the drainage process (the penetration of ink into the glaze), making the non-polar ink compatible with the residual humidity (polar).
