
#44 Operating temperature and ceramic manufacturing
- Operating temperature and critical aspects
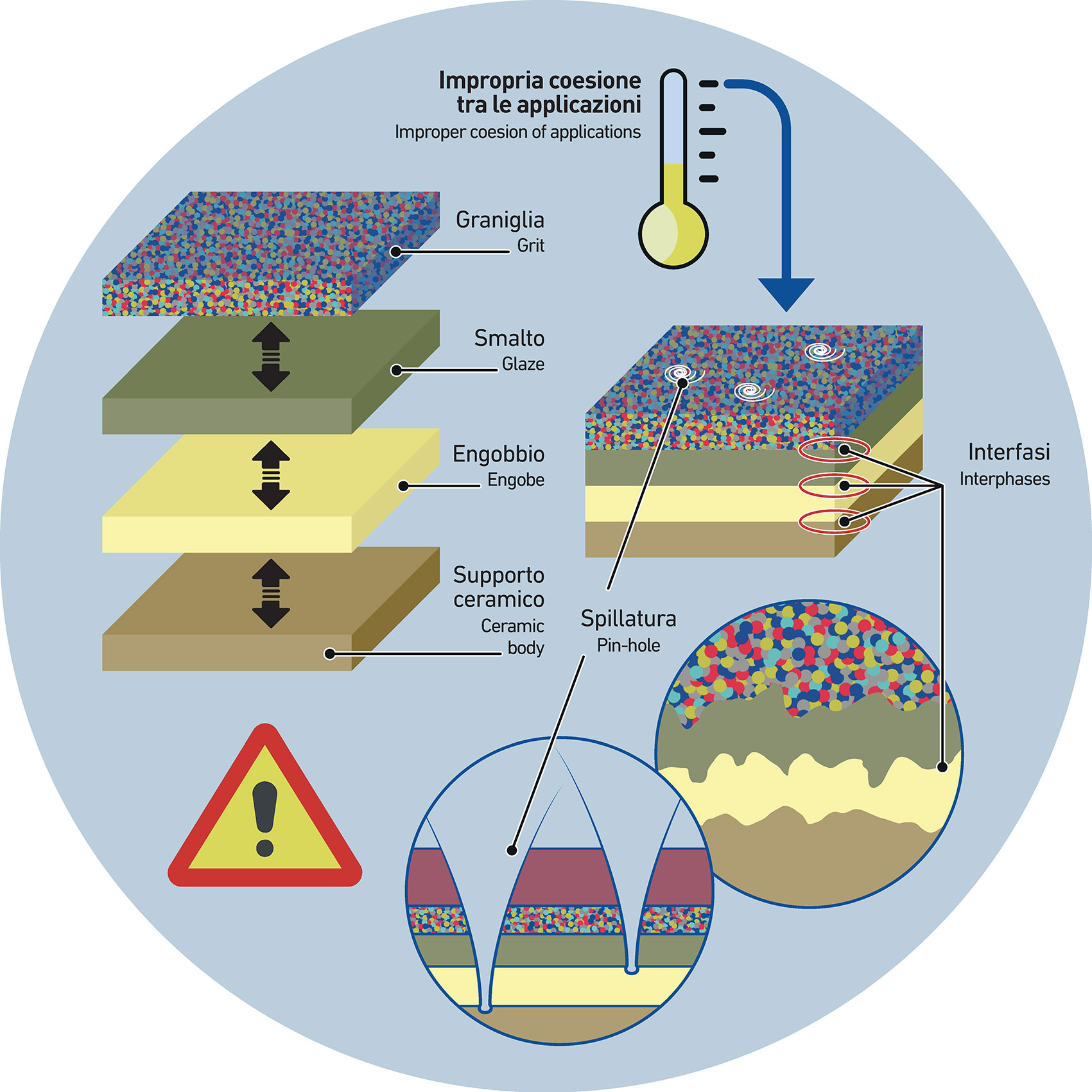
- Temperature and semi-finished products: engobe, glaze, grit
- a. Excessively high support temperature
- b. Excessively low support temperature
- Temperature, surfactants, and other additives
- Temperature and steam
1. Operating temperature and critical aspects
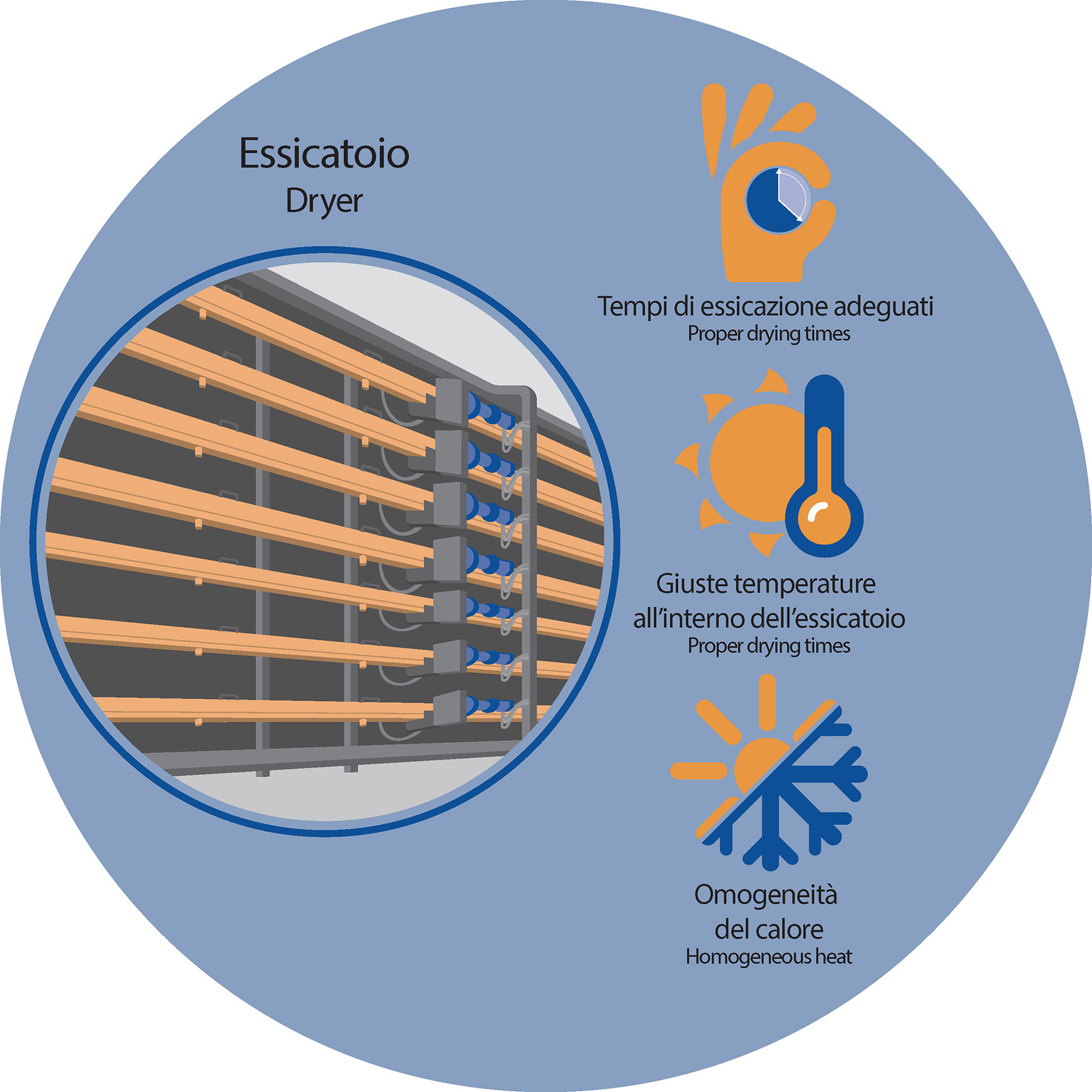
The temperature of raw ceramic material, from its exit from the dryer to its journey along conveyor belts until it reaches the kilns, is carefully regulated to maximize efficiency and yield.
Why is this important?
Imagine the need to produce a specific ceramic item belonging to a particular collection and then resuming the same production after a long time, such as months or even years later. Since temperature plays a critical role in ensuring the success of various process stages, it is essential to maintain it within a stable range. This consistency prevents fluctuations that could impact production efficiency and ensures that each production run meets the same predefined quality standards.
In an ideal scenario, temperature should always be kept under strict control. However, real-world conditions introduce variables that make constant monitoring challenging. External temperature fluctuations due to seasonal changes, for instance, can impact production processes in unpredictable ways, ultimately affecting the final product’s characteristics.

Temperature management is not only relevant when producing the same item at different times but also in preventing issues caused by inadequate temperature settings, regardless of the material being processed. Throughout the various stages of production, specific points in the production line may not be fully optimized in terms of temperature-to-application compatibility.
What does this mean in practice?
When raw ceramic material exits the dryer, it has a specific temperature, usually higher than ambient conditions. As it moves along the conveyor toward the kilns, this temperature gradually decreases, while multiple layers of applications, such as glaze, ink, or grit, are added. Depending on the production line setup, the tile may reach certain stations at an unsuitable temperature for the intended application. When this occurs, it is crucial to assess the severity of the issue and implement corrective measures to prevent production inefficiencies and defects in the final product.
To simplify the approach, two main corrective actions can be taken to manage temperature inconsistencies:
- Adjusting the production line setup – If possible, modifying the distance between two application points can help resolve issues. Increasing or decreasing spacing between applications should be evaluated based on the severity of the problem.
- Using specialized additives – When production line adjustments are not feasible, the use of additives becomes necessary to compensate for temperature inconsistencies and ensure proper application quality.
By effectively managing temperature across all stages, manufacturers can enhance process efficiency, reduce defects, and maintain high-quality production standards.
2. Temperature and semi-finished products: engobe, glaze, grit
EXCESSIVELY HIGH SUPPORT TEMPERATURE
One common issue is excessively hot substrates, which can interfere with applications like engobe.
High temperatures cause overly rapid drying, leading to improper application and defects such as holes in the engobe layer that penetrate the underlying material.
If modifying the production line is not an option, binder additives can be introduced to optimize drying times for the specific application.
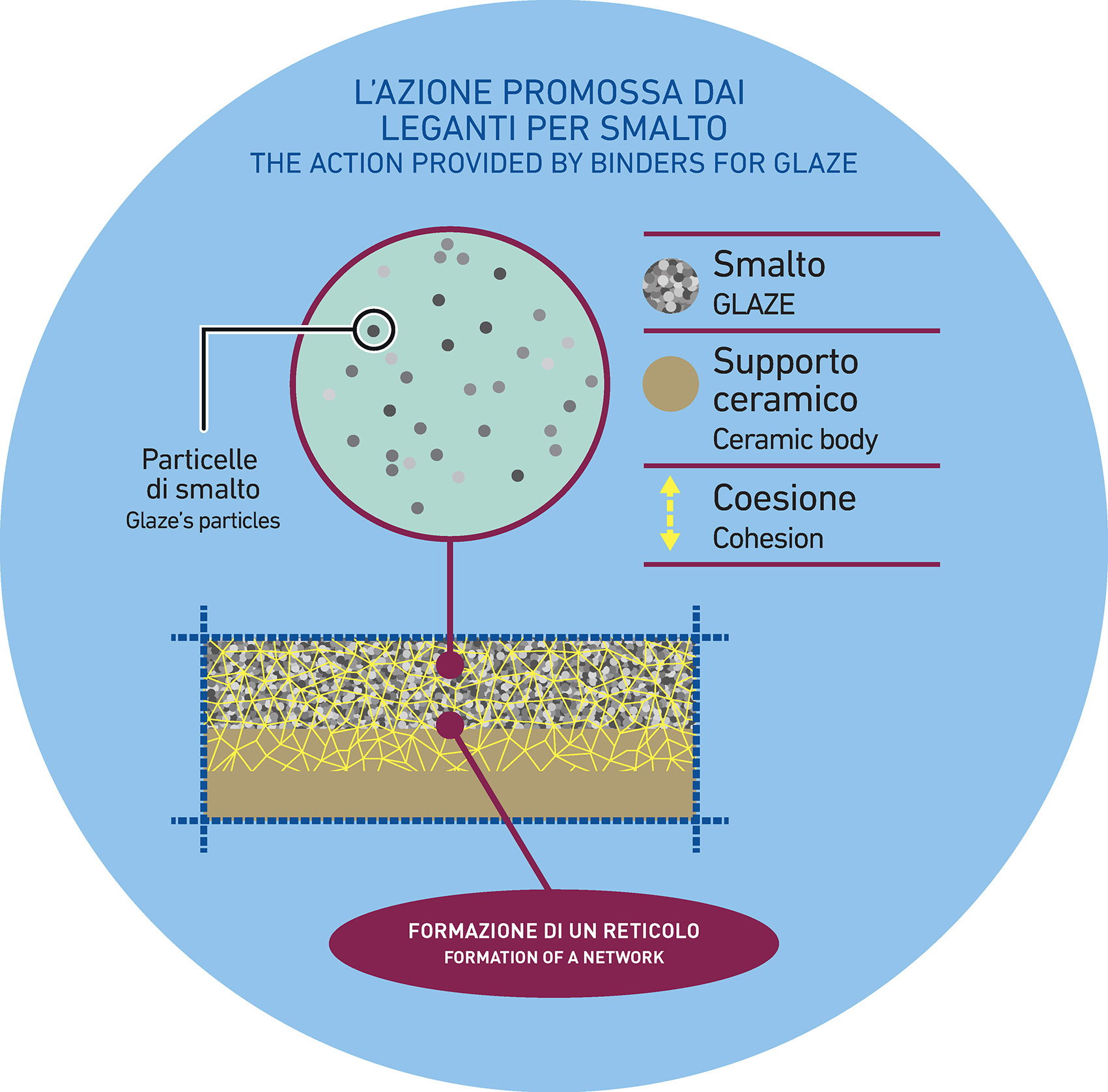
How do bindeers work?
In addition to their primary function, binders influence water evaporation rates, delaying or adjusting them as needed. Their polar nature allows them to interact with water molecules, temporarily slowing evaporation and ensuring a more uniform drying process.
EXCESSIVELY LOW SUPPORT TEMPERATURE
Conversely, substrates with temperatures lower than required for the application process can lead to excessively slow drying. While slow drying is not always an issue, it becomes problematic when the substrate reaches the next application station without being fully dry, leading to inconsistencies or defects.
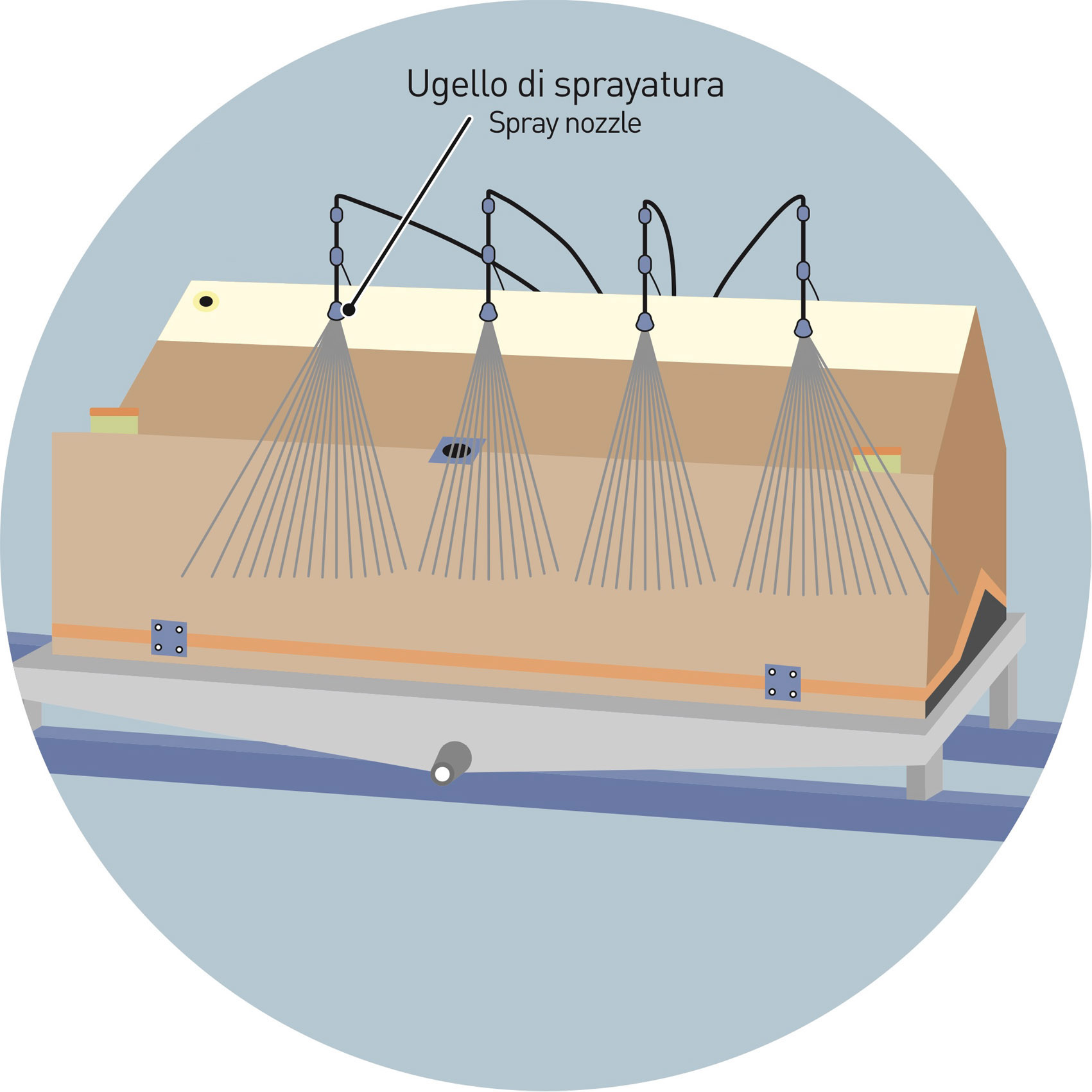
Example: airless applcations
In airless application processes, engobe or glaze is often applied in multiple layers using successive nozzles. If the substrate is too cold, earlier layers may not dry sufficiently before subsequent layers are applied, leading to defects such as uneven coatings or surface bubbles.
To address these issues, it is essential to optimize the balance between temperature, machine parameters, and additives. If direct temperature control is not possible, surfactants may be used alongside binders to improve leveling and prevent defects.
3. Temperature, surfactants, and other additives
Ceramic production is influenced by seasonal temperature variations, and in most cases, the application of engobe, glaze, and grit is not thermostatically controlled. This lack of regulation impacts surfactant performance, which is highly sensitive to temperature changes.
For example, a surfactant that functions effectively as a leveling agent in summer may become less soluble in winter, leading to excessive foaming. Carefully selecting the right surfactant ensures consistent application quality despite external temperature fluctuations.
When temperature control is not feasible, the best approach is to modify formulations using a combination of dispersants, binders, and surfactants to optimize performance.
4. Temperature and steam
Excessively high media temperatures can lead to unwanted steam production, particularly in digital printing applications. Condensation under digital printing bars can negatively impact print quality and, in extreme cases, cause production stoppages.
What causes this issue?
Condensation occurs when:
- The substrate temperature is too high.
- The glaze or engobe application station is positioned too close to the digital printer.
- Moisture from previous applications accumulates under the digital bars.
How to resolve the problem.
Several measures can be taken:
- Adjusting the application sequence – increasing the distance between the engobe/glaze application and the digital printer to allow proper drying time.
- Introducing cooling systems – using air blowers or cooling tunnels (igloos) to rapidly reduce tile temperatures before digital application.
- Modifying the formulation – incorporating additives that lower water content in the glaze suspension or reduce moisture release, such as binders, fluidizers, and surfactants.
By effectively managing temperature across all production stages, ceramic manufacturers can improve efficiency, reduce defects, and ensure consistent product quality.
