#06 Clogging of spray nozzles during grit application
- Grit suspensions
- The production line
- Machine set-up
- Criticalities and solutions:
- Improper set-up of the application machine
- Abnormal grit grain size
- Grit low wettability
- Grit localized sedimentation
1. Grit suspensions
The suspension before being applied by means of spray system technology usually rests inside the tanks for a period that can range depending on the situation and where is constantly under stirring so to avoid possible sedimentation phenomena.
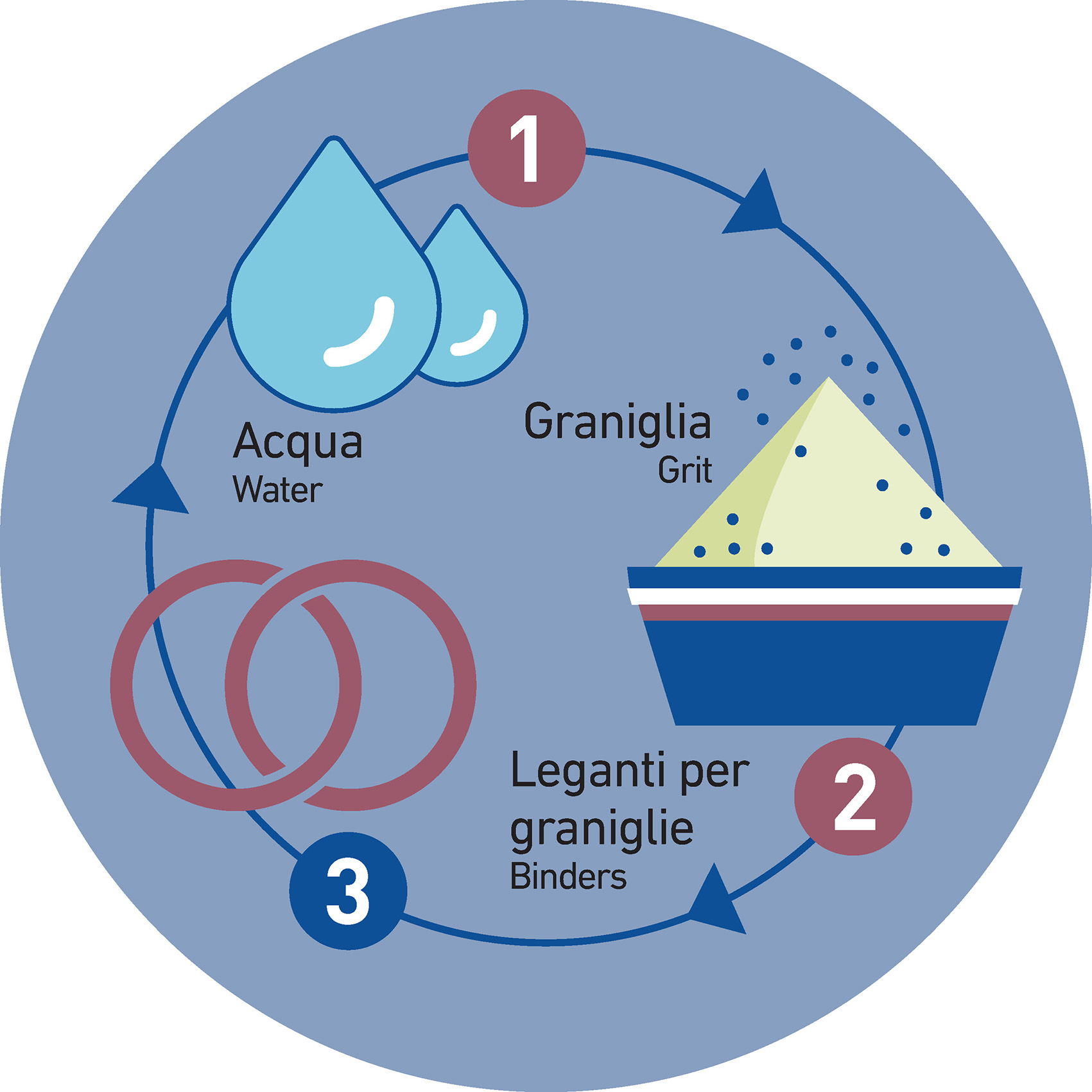
Among the many ingredients that made-up the suspension, the big three are grit powder, water, and binders.
The percentage ratio of each component can of course change according to the production parameters but in any case, the formula must be developed to reach STABLE SUSPENSION.
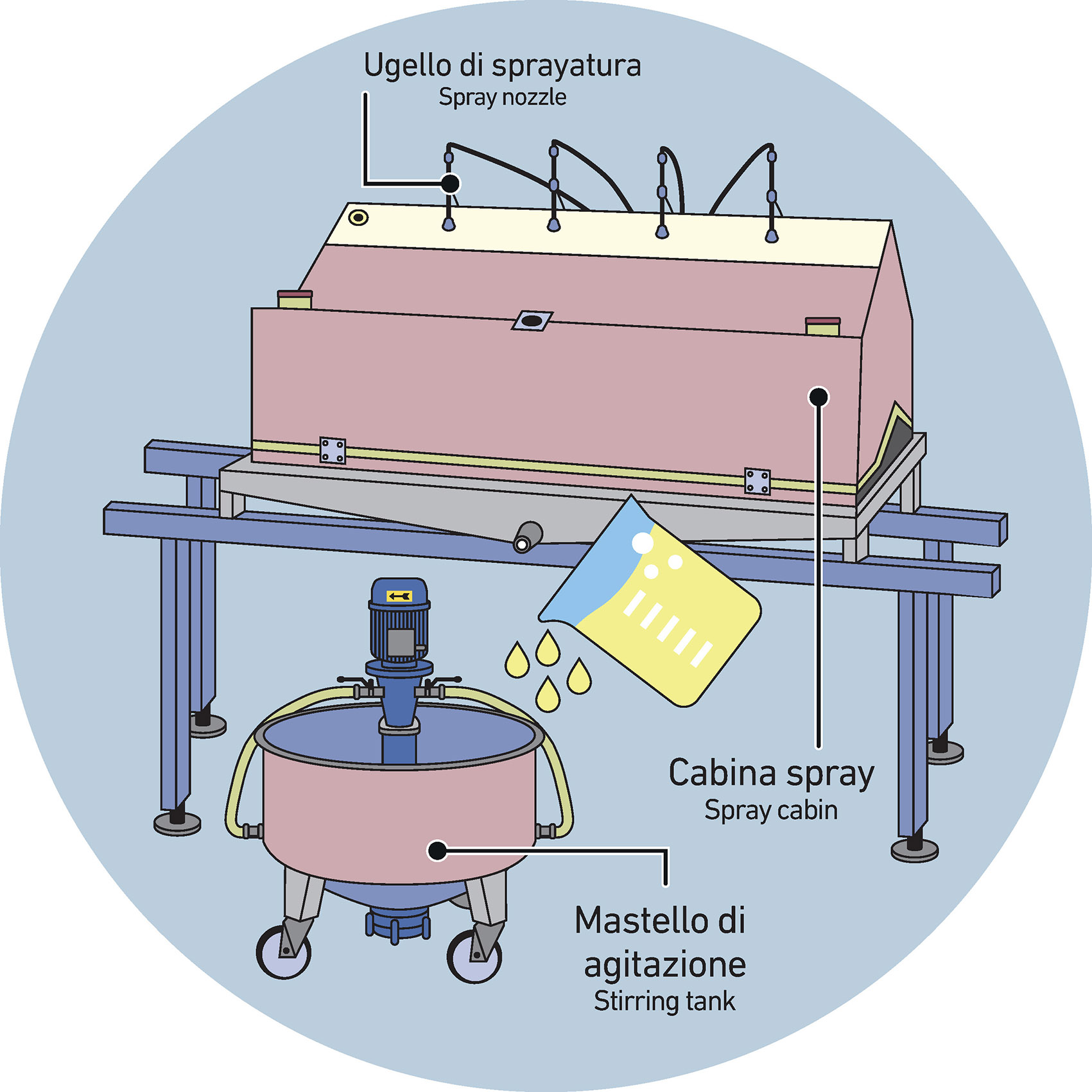
2. The production line
Once it has been prepared and mixed, the suspension is brought to the glazing line and put in smaller tanks connected to the spray cabin. In the tank the suspension is added with water and leveling agents (or more generally functionalized agents) to reach the right parameters in terms of density and viscosity and therefore to get a proper application.
Even these rheological values cannot be standard since the production parameters of each ceramic company are different from each other. By implication, this means that all grit suspensions must be previously studied inside the lab to avoid critical issues during production.
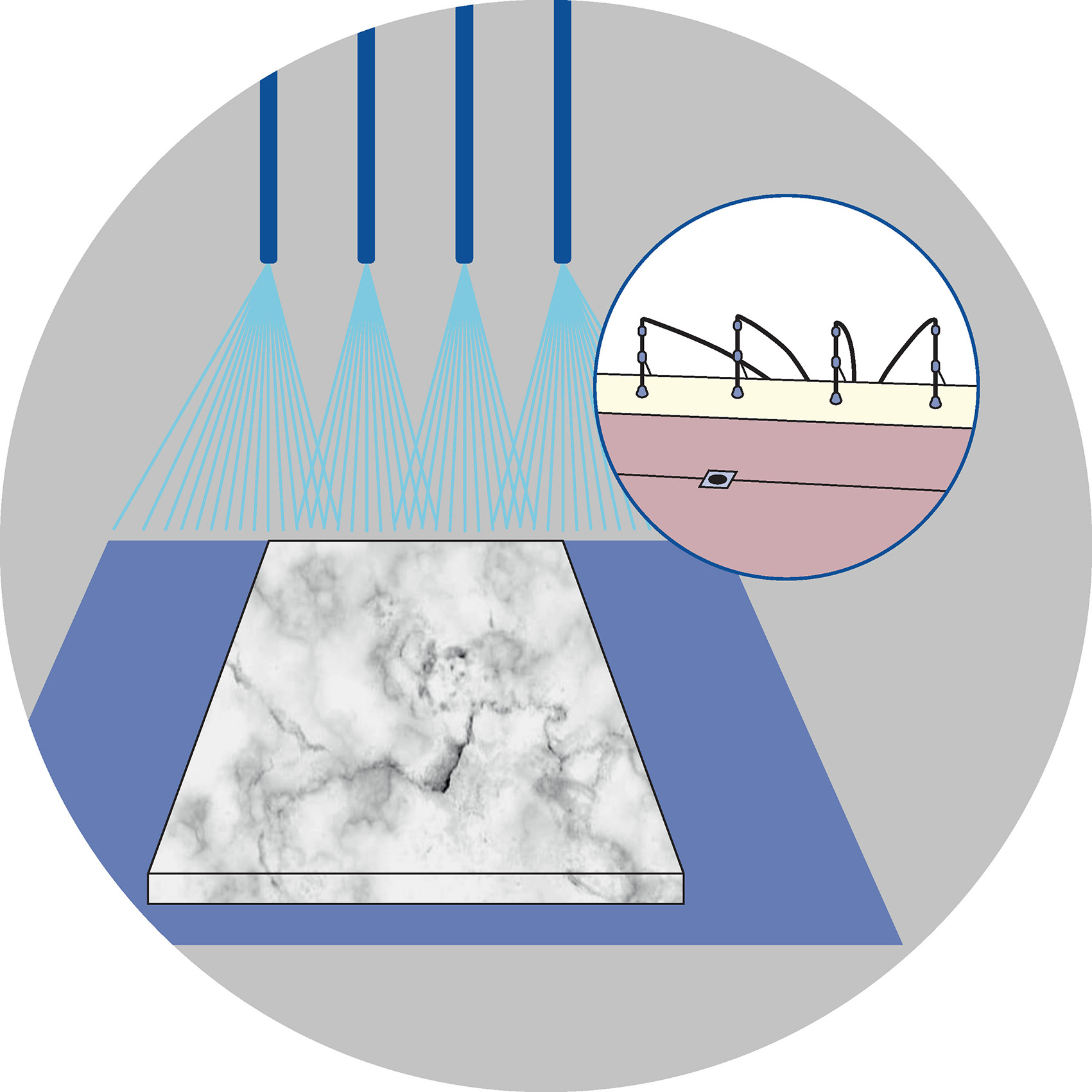
3. Set-up of the application machine
Let’s go further by saying also that proper set-up of the spray cabin is the precondition of the grit correct application. Among all aspects that must be considered we list here the most important:
- NUMBER AND TYPE OF NOZZLES
- DISTANCE BETWEEN ONE NOZZLES AND THE OTHER
- DISTANCE BETWEEN NOZZLES AND CERAMIC TILE
- PRESSURE OF THE SPRAY APPLICATION (PRESSURE WITH WHICH THE GRIT SUSPENION IS DISCHARGED ON THE TILE)
- SPEED OF THE CONVEYOR BELT
All nozzles are provided with a hole that can vary both in terms of diameter and of opening angle.
The hole dimension can range from 0,02 to 0,07 inch (0,05 / 0,17 cm) while the opening angle can swing from 65 to 130 degrees.
4. Criticalities and solutions
During grit application many critical issues may occur.
One of the most popular and frequent is the nozzles obstruction. Since they must be removed, cleaned, and reassembled, the blockage of the nozzles significantly impacts on the production, often leading to production stop.

What are the causes and origins of the obstruction?
Let’s list the most representative.
A. IMPROPER SET-UP OF THE APPLICATION MACHINE

Even before changing the suspension parameters, the first recommended action is to check the machine set-up, modifying or – when necessary – changing the nozzles as well as the pressure with which the suspension is applied. This first action in several cases, could solve the problem without any intervention on the suspension in terms of grit and/or chemicals.
B. ABNORMAL GRIT GRAIN SIZE
Even if grits producers are extremely careful about the quality of the raw material, grit batches can sometimes contain non-standard grain size. These too big grains, since they exceed the proper and requested dimensions, do not pass through the holes of the nozzles, leading obviously to a blockage of the nozzles and so to a production stop.
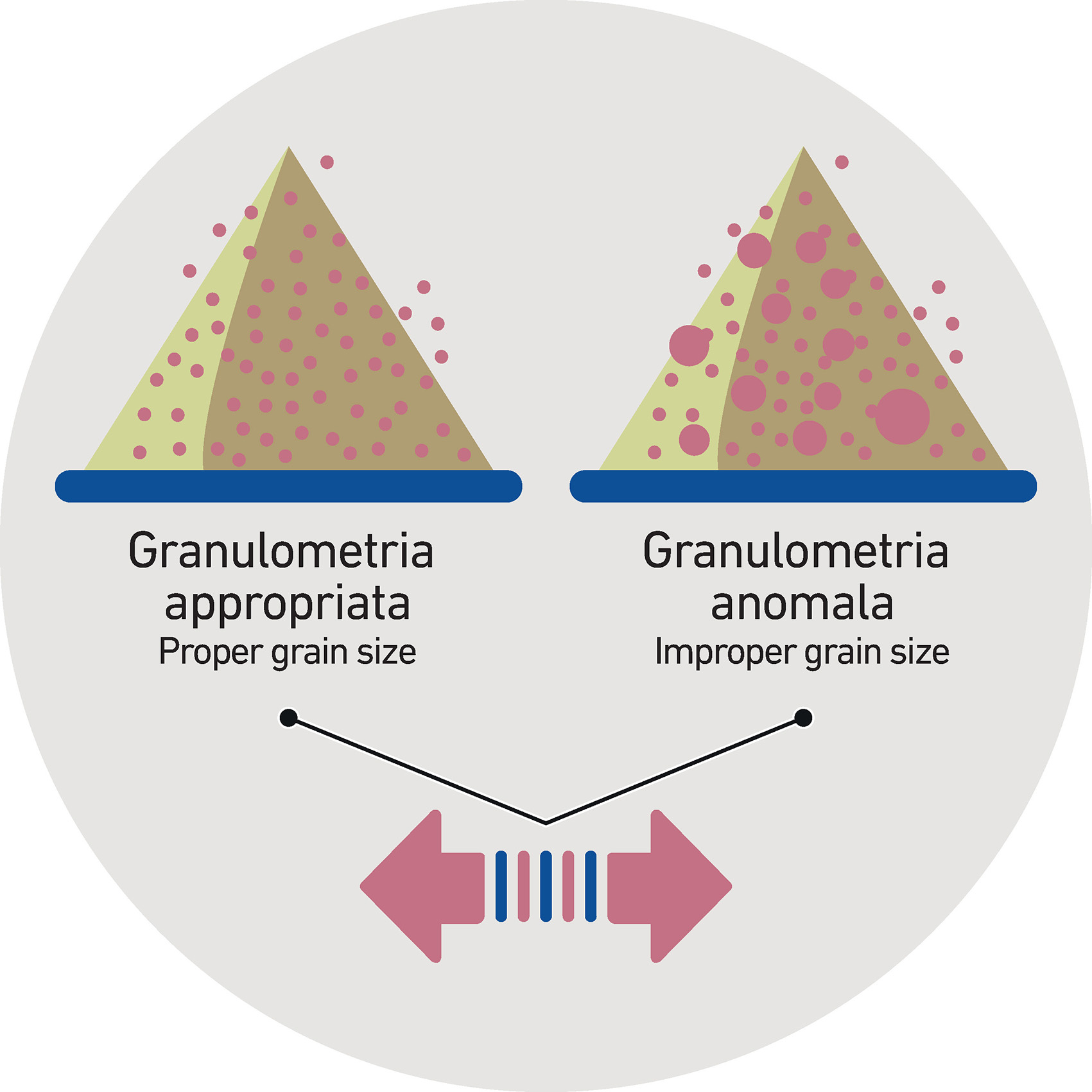
This scenario, to be honest, is very extreme and uncommon and it is quite difficult to find a remedy during the application. In the best cases it is possible to use a sifter inside the tank to retain and remove the biggest particles. More frequently, the only way forward (and the most effective) is to replace the grit with a proper batch.
C. GRIT LOW WETTABILITY
Sometimes, the grit in solution can be not perfectly and homogeneously dispersed in water. This means that the grit behaves independently and separately from the fluid in which is contained (that, as we already know, is mainly composed by water and chemicals).
This low wettability of the grit makes the suspension a heterogeneous system, leading to phenomena that are very similar to those of the sand behavior inside a glass of water: during application, it is possible to find aggregation phenomena right at the nozzles. In these cases, it is strictly recommended the use of wetting agents that can be previously added during the suspension’s preparation or directly along the glazing line, when the production is already in progress.
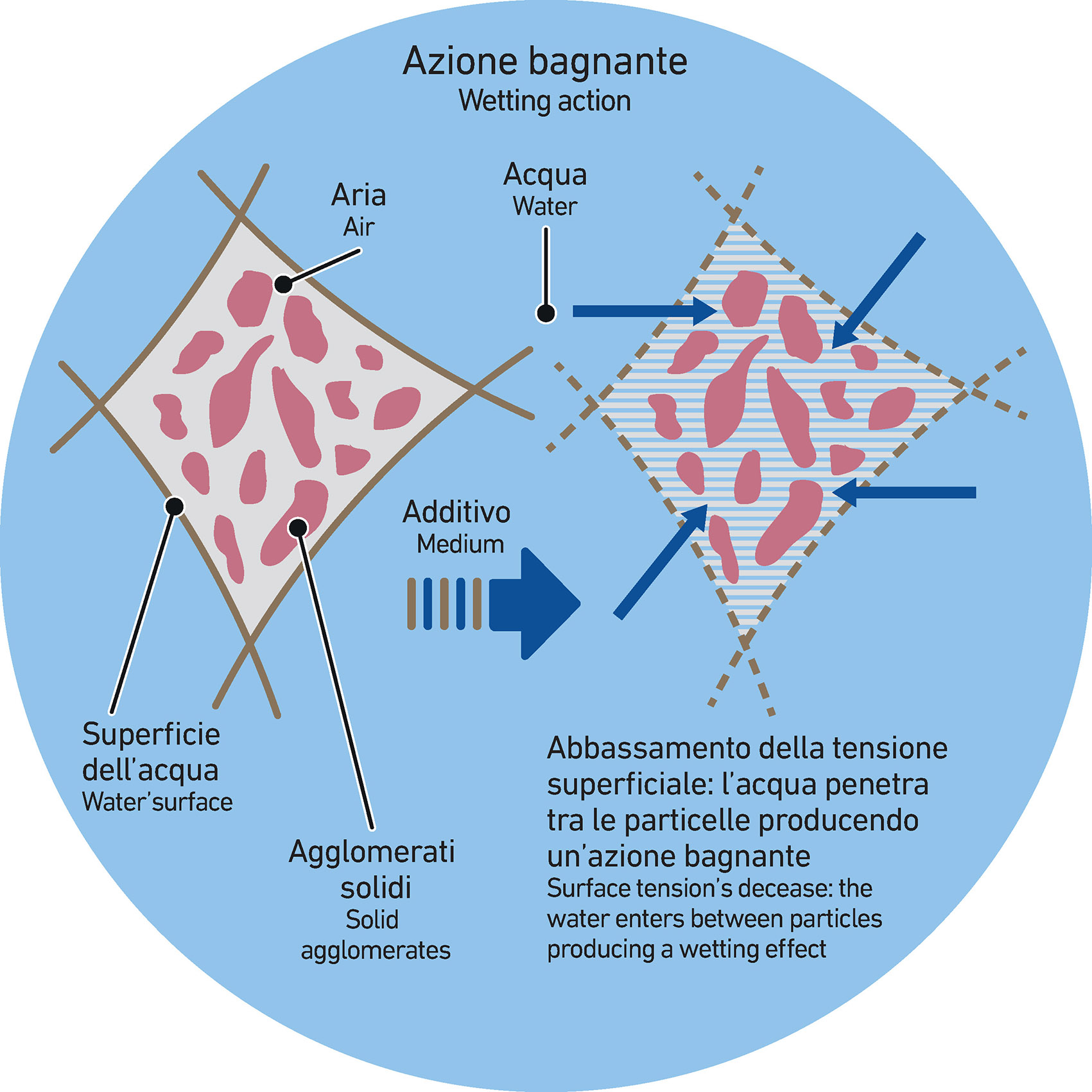
How does a wetting agent act?
Wetting agents are partially or slightly water-soluble medium composed of organic molecules able to decrease the water’s high surface tension. This kind of decrease helps the penetration of the water between the suspended solid particles that are holding air between one and another.
The water, thanks to this process, hydrates every single particle leading to their homogeneous dispersion within the fluid, therefore producing a de-agglomeration of the solid elements.
Once they have been wet, grit’s particle can freely move inside the suspension and slip on each other, avoiding the clogging of the nozzles.
It is important to point out that both the dosage and the type of wetting agent to be involved always change according to the solution as well as the water’s properties, the kind of grit and the application parameters. Sometimes, however, the wetting agent – even if it has been properly developed does not reach the target. In this case it is necessary to study the suspension inside the labs in order to identify the proper and more adequate mediums that can match the grit in use.
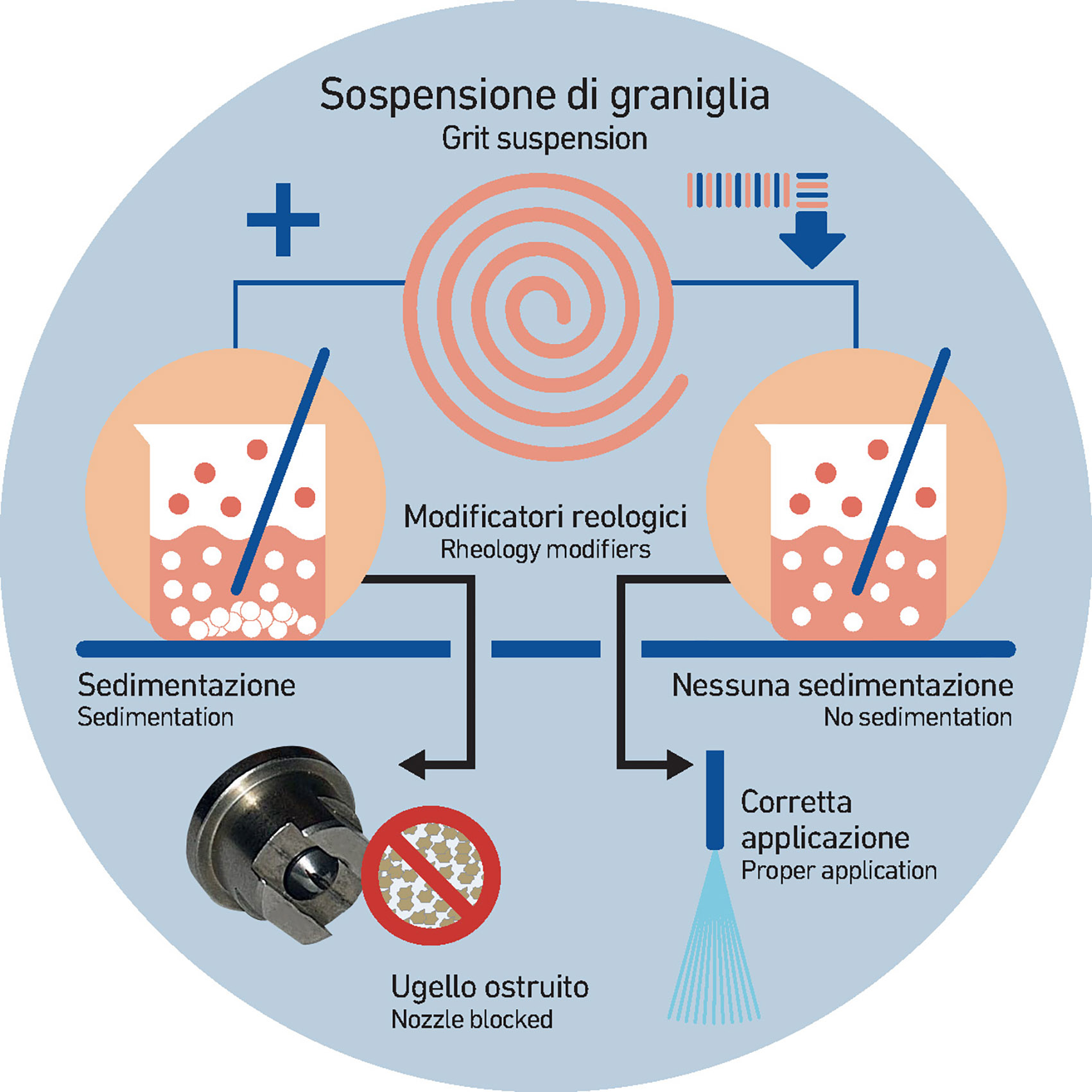
D. GRIT LOCALIZED SEDIMENTATION
Sometimes, even if the system is homogeneous and provided with a good wettability, the lack of flow limit (the ability to suspend the grit) together with viscosity’s low values, can lead to rapid grit sedimentation phenomena.
In these cases, two different steps are required:
- Take immediately action along the production line by using proper rheological modifiers, able to restore the proper values in terms of viscosity, density and flow limit (making the system more cohesive)
- Once the problem has been solved along the glazing line, it is a good practice to proceed inside the lab with a new study of the suspension’s sample by analyzing and rectifying all the parameters