
#14 Additivi da impasto: una panoramica
- Premessa
- Dalla materia prima alla piastrella cruda
- Impasto ceramico e principali famiglie di additivi :
- Resistenza meccanica e tenacizzanti temporanei
- Additivi organici e fluidificanti
- Sanitizzanti e preservanti
- Additivi per la riduzione del cuore nero
1. Premessa
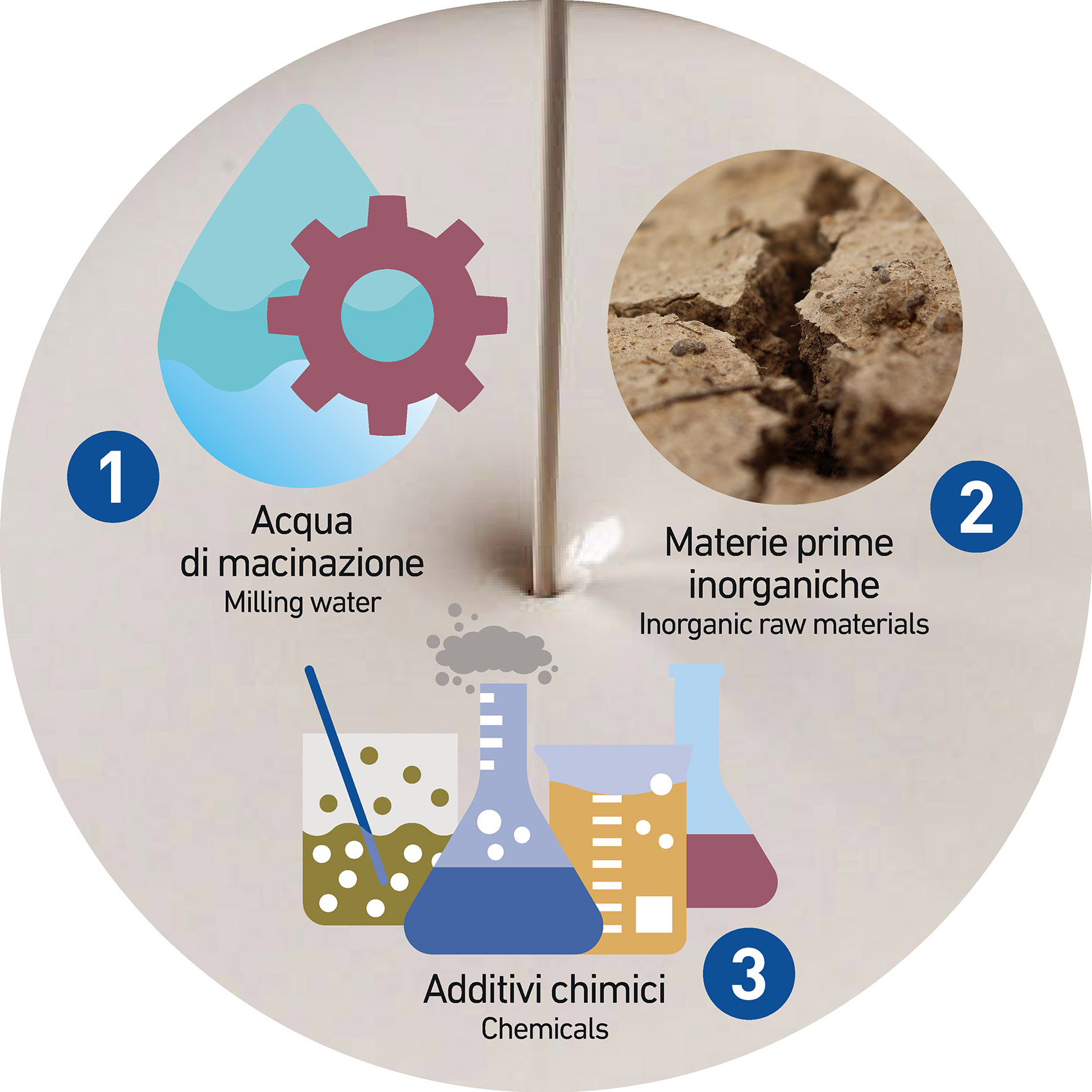
L’impasto ceramico destinato alla produzione di piastrelle, siano esse da pavimento o rivestimento è costituito in larga misura da:
- Materie prime inorganiche (argille, feldspati, sabbie, etc.)
- Acque di macinazione
- Additivi chimici
2. Dalla materia prima alla piastrella cruda
Di seguito le fasi in sequenza a cui viene sottoposto l’impasto ceramico.
- MACINAZIONE
- SETACCIATURA
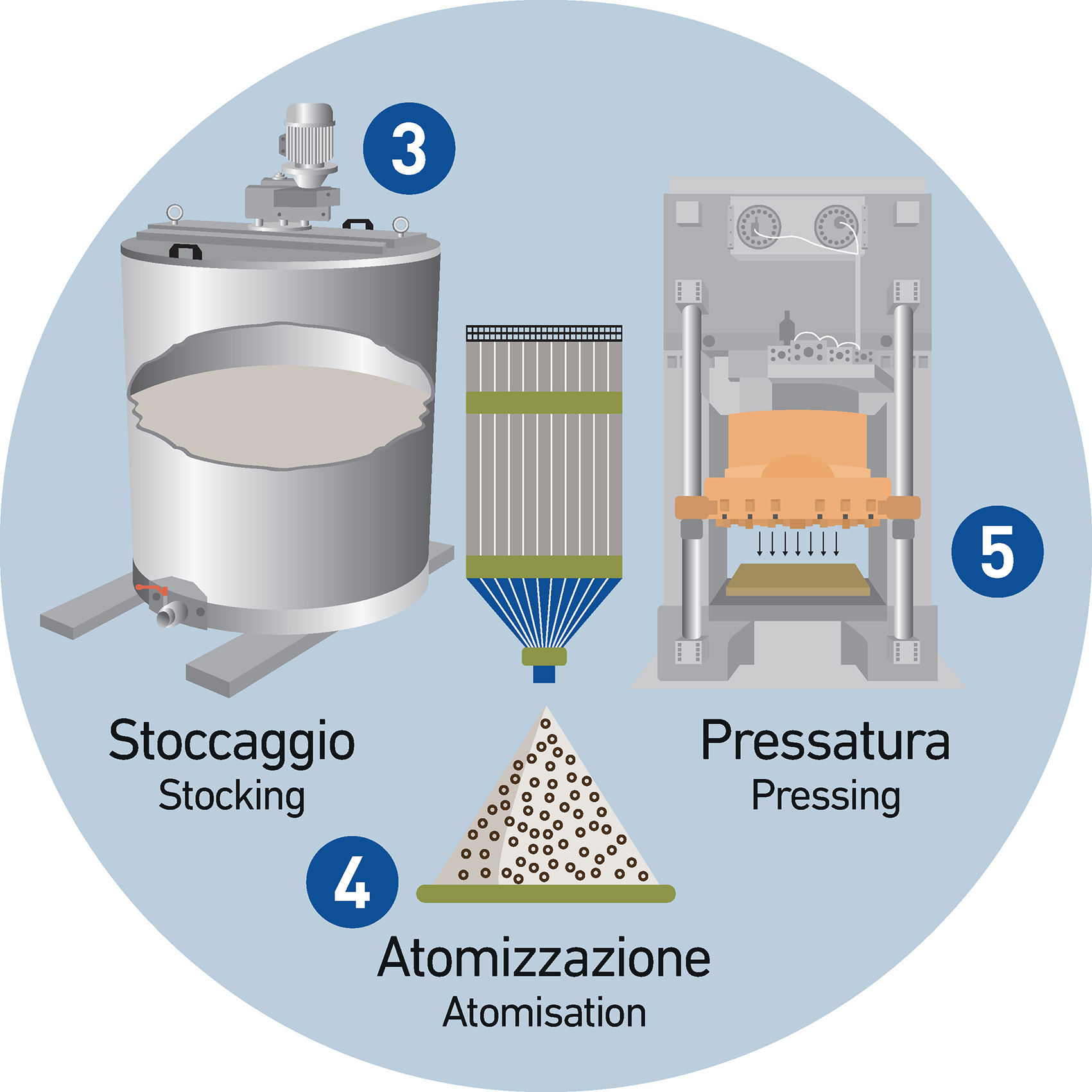
- STOCCAGGIO
- ATOMIZZAZIONE
- PRESSATURA / FORMATURA
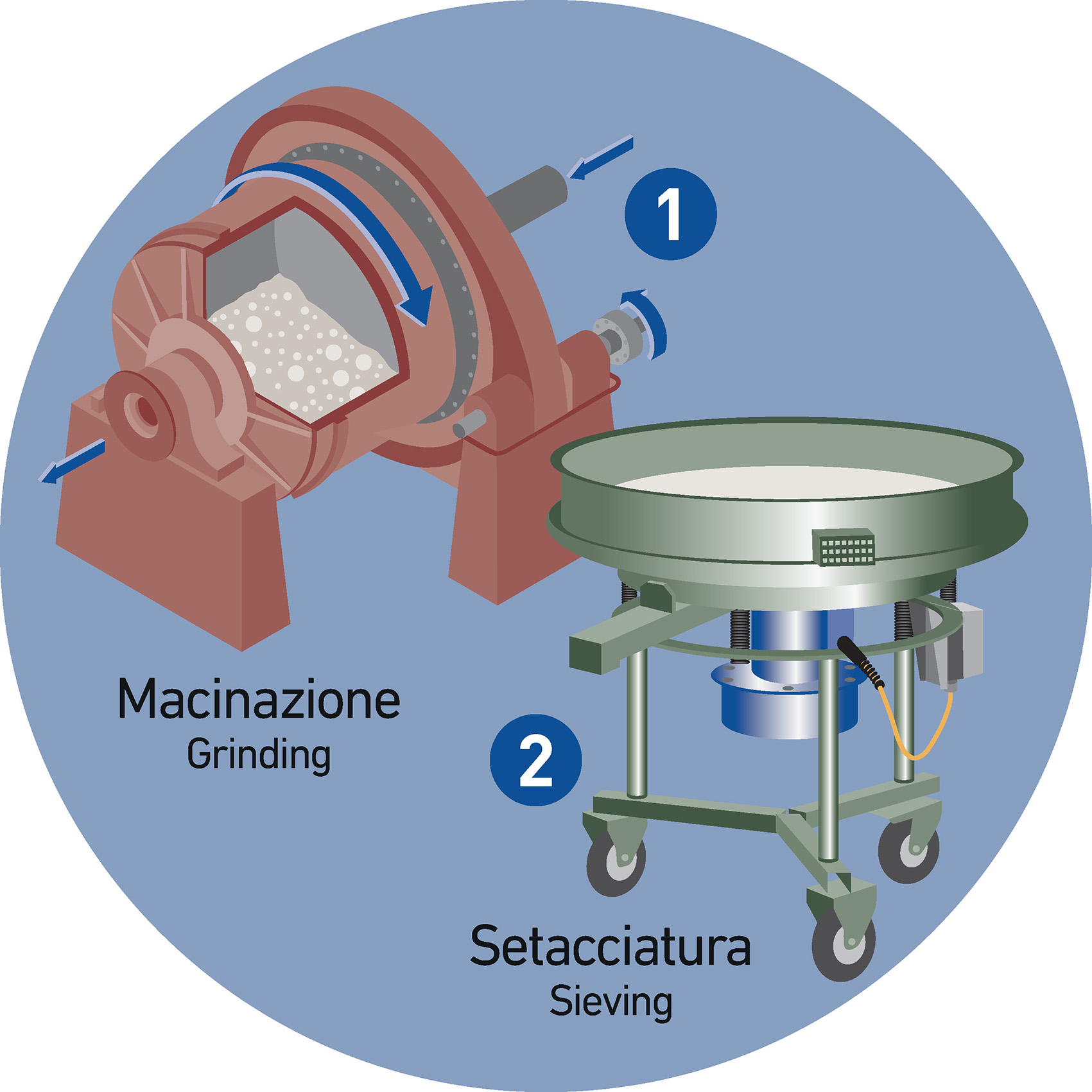
L’impasto ceramico, prima di essere sottoposto alla fase di formatura (durante la quale le polveri atomizzate che sono alla base del supporto ceramico crudo vengono pressate o compattate), subisce un processo di macinazione a umido mediante l’utilizzo di acque di macinazione (acque di recupero e di falda).
Durante detta fase l’acqua di macinazione e le materie prime inorganiche così miscelate, formano la slurry, anche detta barbottina. La macinazione avviene per mezzo di mulini tipo Alsing all’uscita dei quali la barbottina viene setacciata e stoccata in vasche all’interno delle quali rimane sotto costante agitazione così da evitare eventuali fenomeni di gelificazione e/o sedimentazione.
Dopo la fase di stoccaggio – che può variare in termini di tempo in base alle esigenze del produttore – si procede con la fase di atomizzazione per mezzo di spray dryer (anche detti atomizzatori).
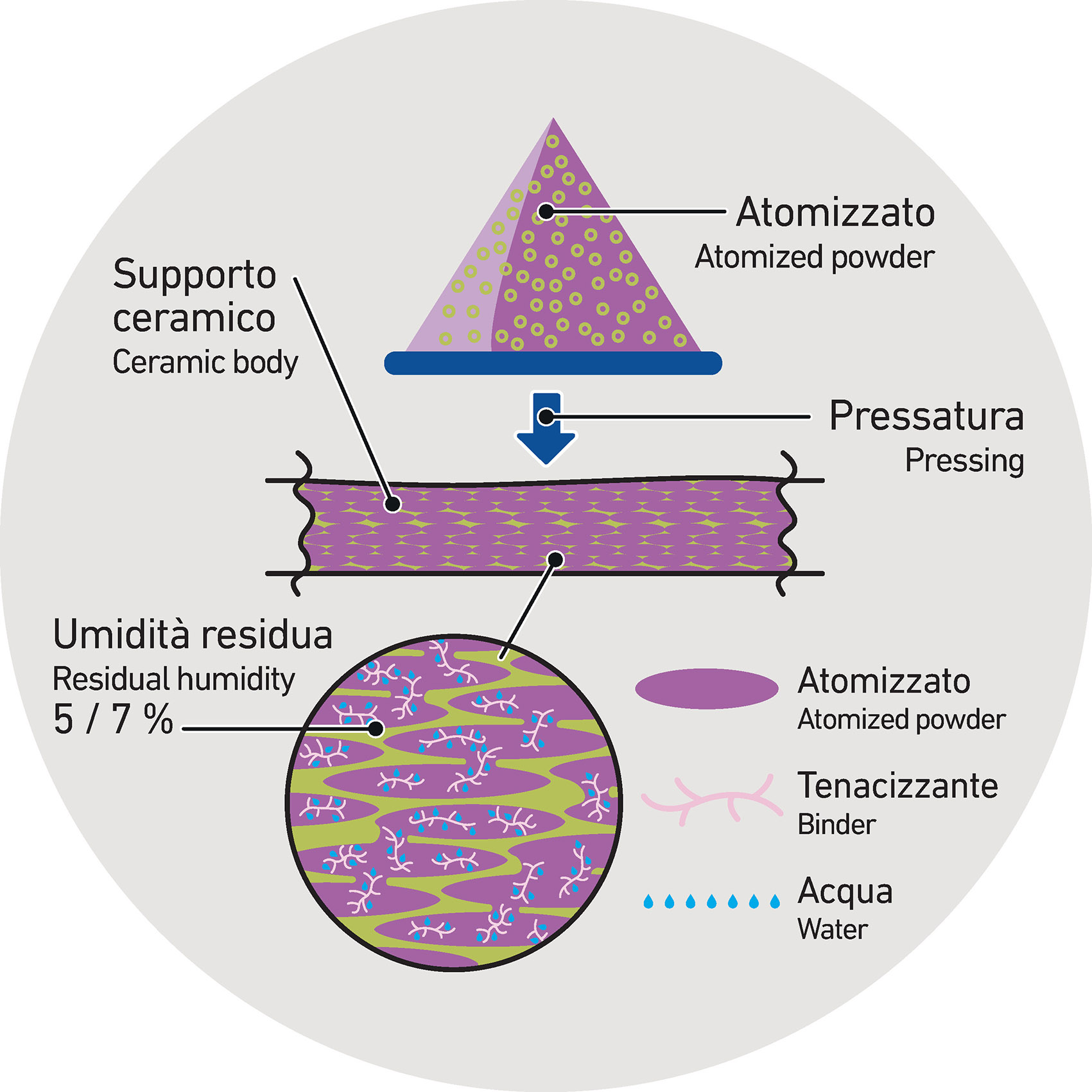
Dentro all’atomizzatore la barbottina viene nebulizzata grazie all’uso di temperature molto elevate, capaci di fare evaporare l’acqua in modo piuttosto violento. Tale evaporazione “trasforma” le singole gocce di barbottina in minuscole sfere cave il cui insieme forma la polvere atomizzata.
Pronta per la pressatura/formatura.
CARATTERISTICHE DELLA POLVERE ATOMIZZATA
Nonostante il processo di evaporazione che si sviluppa all’interno degli atomizzatori, la polvere atomizzata mantiene al proprio interno una percentuale di umidità residua pari solitamente al 5/7%, utile a conferire ai singoli granuli il giusto grado di plasticità, indispensabile a garantire la loro deformazione in pressatura/formatura.
Una volta pressata, la piastrella cruda viene, infatti, anche definita in verde, proprio perché contiene ancora una certa percentuale di umidità residua (esattamente come la legna appena tagliata).
3. Impasto ceramico e principali famiglie di additivi
In linea generale, per produrre correttamente il materiale ceramico è molto importante – in tutte le fasi di processo sopra descritte – l’uso di additivi chimici organici e inorganici.
A. RESISTENZA MECCANICA E TENACIZZANTI TEMPORANEI
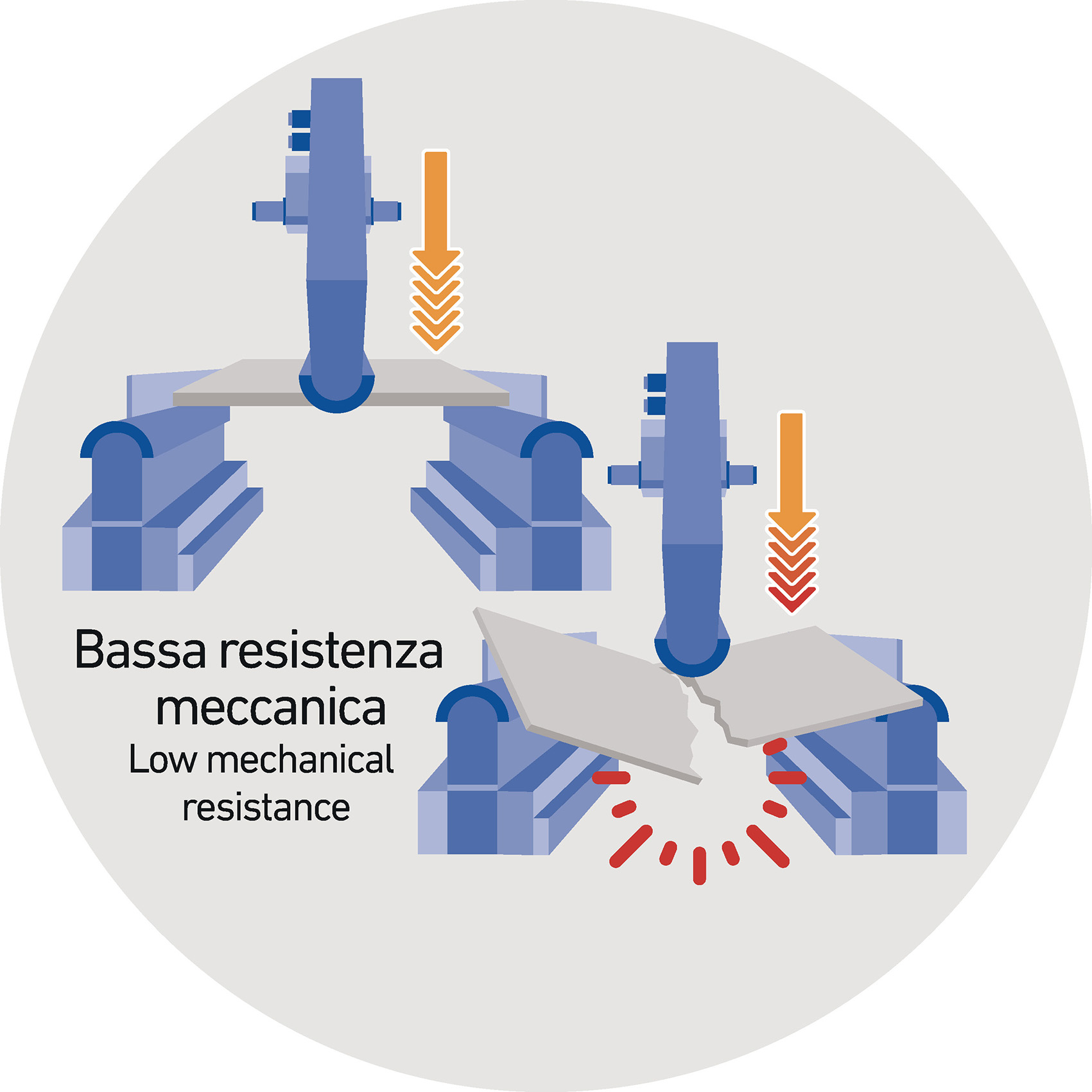
Se da un lato l’umidità residua consente di conferire il giusto grado di plasticità alla polvere atomizzata, essa è anche una delle variabili responsabili della bassa resistenza meccanica della piastrella in verde.
Solamente dopo la fase di essiccazione del pezzo all’interno degli essiccatoi, il materiale crudo acquisisce, infatti, una maggiore resistenza meccanica in seguito all’espulsione definitiva dell’umidità residua.
In particolare, nel momento in cui l’acqua lascia sia la superficie delle particelle inorganiche che la superficie delle molecole organiche di tenacizzante, le molecole inorganiche (e in particolare le argille) si avvicinano e interagiscono per mezzo di attrazioni molecolari acquisendo maggiore rigidità. E’ esattamente questo tipo di azione che contribuisce a conferire alla piastrella cruda una maggiore resistenza meccanica.
Se poi si considerano le evoluzioni estetiche che il materiale ceramico ha subito negli anni più recenti – aumento esponenziale dei formati e progressiva benché parziale riduzione degli spessori – le tensioni e resistenze meccaniche che vengono a crearsi all’interno del corpo-piastrella sono diventate un importante argomento di discussione nonché di lavoro per tutti coloro che hanno il compito di preservare il materiale crudo da crepe e/o rotture.
In tal senso sono oggi in corso numerosi studi su materie prime organiche e additivi da impasto capaci di agire sul grado di resistenza del materiale. Rispetto al passato, infatti, la formulazione di TENACIZZANTI TEMPORANEI deve tenere in considerazione tensioni meccaniche del tutto differenti rispetto a quelle presenti nelle piastrelle di piccolo formato, largamente utilizzate in passato.
La tensione meccanica predominante di queste ultime – volendo generalizzare – era, in effetti, sostanzialmente legata alla compressione dei rulli serigrafici: in passato si era soliti valutare solo ed esclusivamente il modulo di resistenza alla flessione.
Oggi è invece diventato maggiormente importante valutare anche altri fenomeni, come la resistenza alla deformazione, la resistenza agli urti o la coesione del manufatto (specie se esso subisce processi di rettifica e/o taglio a crudo).
Di norma, per incrementare la resistenza meccanica del pezzo essiccato si ricorre all’utilizzo di tenacizzanti temporanei così chiamati in funzione del fatto che tenacizzano il pezzo solo nella fase di precottura così da preservarlo da possibili danni.
Si differenziano dai tenacizzanti tout court che una volta inseriti all’interno dell’impasto aumentano invece in via definitiva la resistenza meccanica della piastrella post-cottura.
Cos’è un tenacizzante temporaneo?
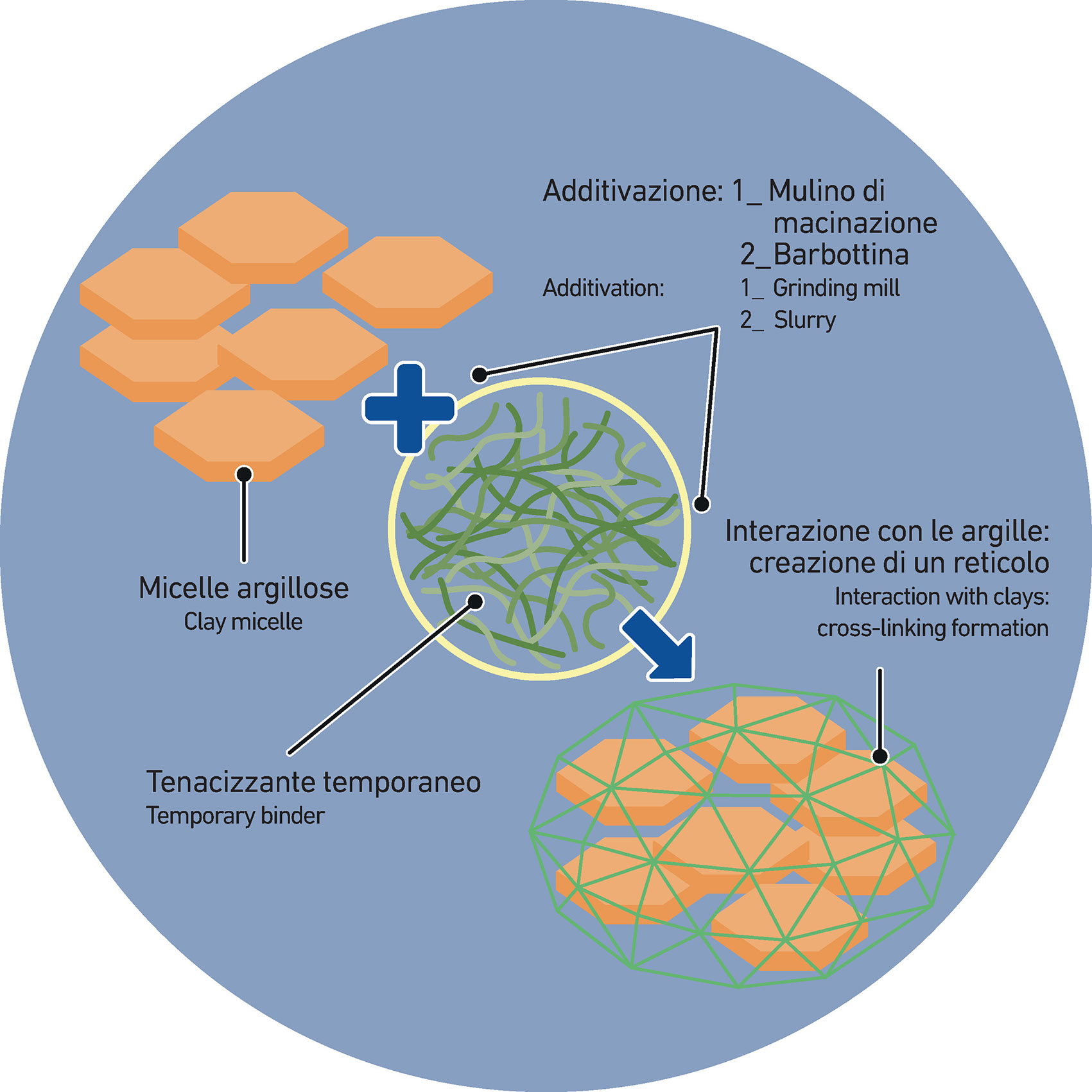
Sul piano chimico i tenacizzanti sono molecole solitamente (ma non esclusivamente) organiche in grado di svolgere un’azione legante nei confronti delle materie prime dell’impasto, e in modo particolare nei confronti delle argille.
Cosa succede da un punto di vista chimico?
Una molecola di tenacizzante contiene dei gruppi funzionali (parti della molecola in grado di interagire chimicamente con un altro materiale) e in grado di LEGARE A PONTE più micelle argillose e materie prime inorganiche dure. Unisce cioè tra loro le particelle inorganiche in modo da sviluppare una rete che va ad incrementare la resistenza del pezzo dopo essiccazione.
Il tenacizzante viene prevalentemente inserito all’interno dei mulini durante il processo di macinazione a umido delle materie prime o direttamente nella barbottina (la miscela di argille, materie prime dure e acqua).
B. ADDITIVI ORGANICI E FLUIDIFICANTI
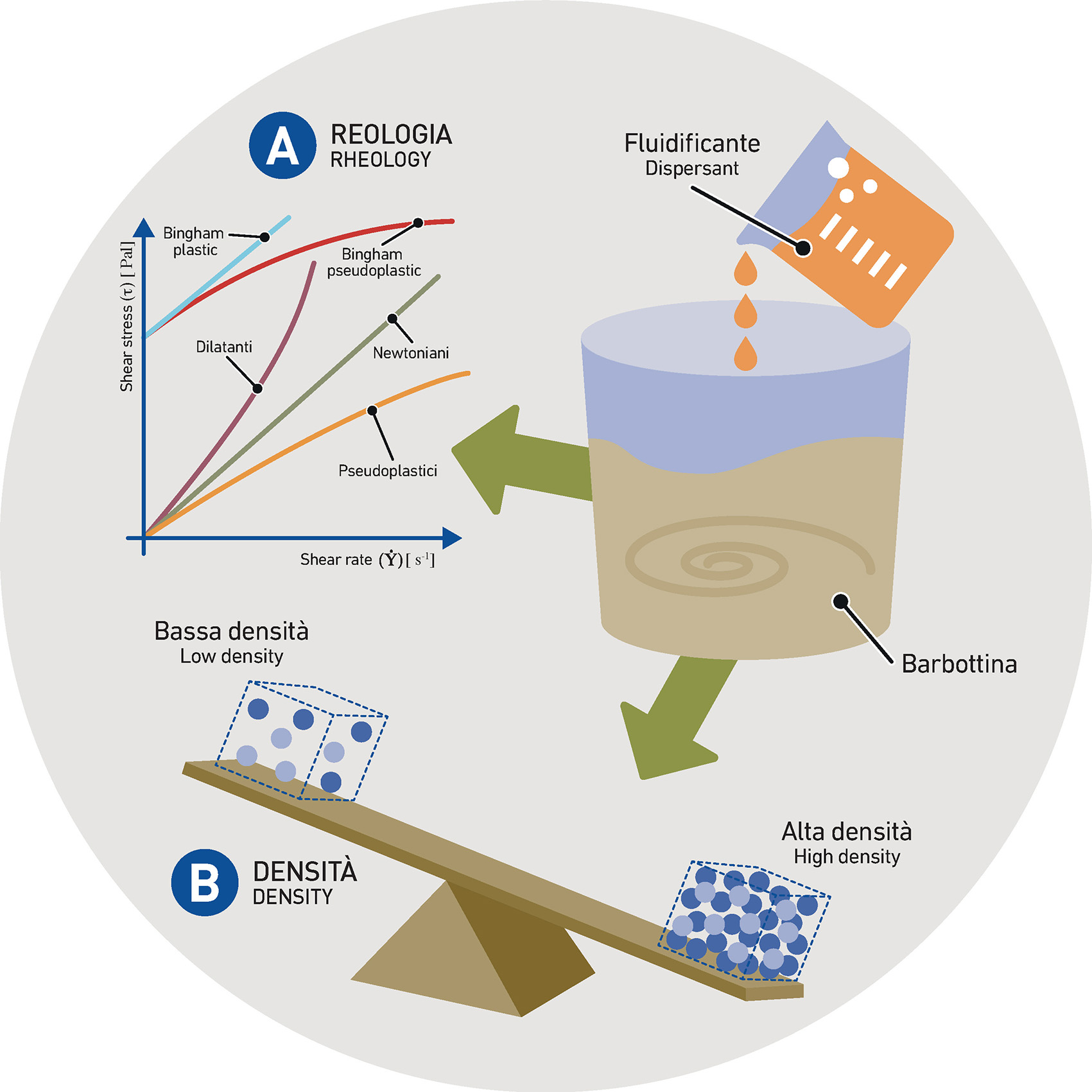
In linea generale, macinare un impasto ceramico senza l’ausilio di opportuni FLUIDIFICANTI, oltre all’affioramento di diverse altre criticità, impedisce in primo luogo di ottenere una barbottina dalla corretta reologia e contraddistinta da un’alta densità, requisiti sostanziali sul piano della produttività industriale.
Andiamo per gradi e partiamo dall’acqua di processo utilizzata per la macinazione, componente discriminante per una corretta fluidificazione.
- Acque di macinazione: ruolo, implicazioni e additivi fluidificanti
Le acque di macinazione, fondamentali per l’ottenimento di un impasto ceramico ad alta densità e reologicamente corretto, sono generalmente costituite da acque di pozzo e acque di processo derivanti – queste ultime – dal reparto macinazione smalti, dal reparto smalteria ed eventualmente dal reparto di taglio e levigatura [la percentuale di acqua di pozzo rispetto a quella di processo è di norma differente per ciascun’azienda ceramica e cambia in base ai parametri in uso].
Le acque di macinazione svolgono in ogni caso un ruolo determinante per il corretto svolgimento dei processi e per l’ottenimento di risultati performanti anche sul piano del prodotto ceramico finito. Devono tuttavia essere contraddistinte da precise caratteristiche in mancanza delle quali l’intero processo potrebbe essere compromesso e reclamando l’intervento di additivazioni mirate.
Quali caratteristiche deve possedere l’acqua di macinazione?
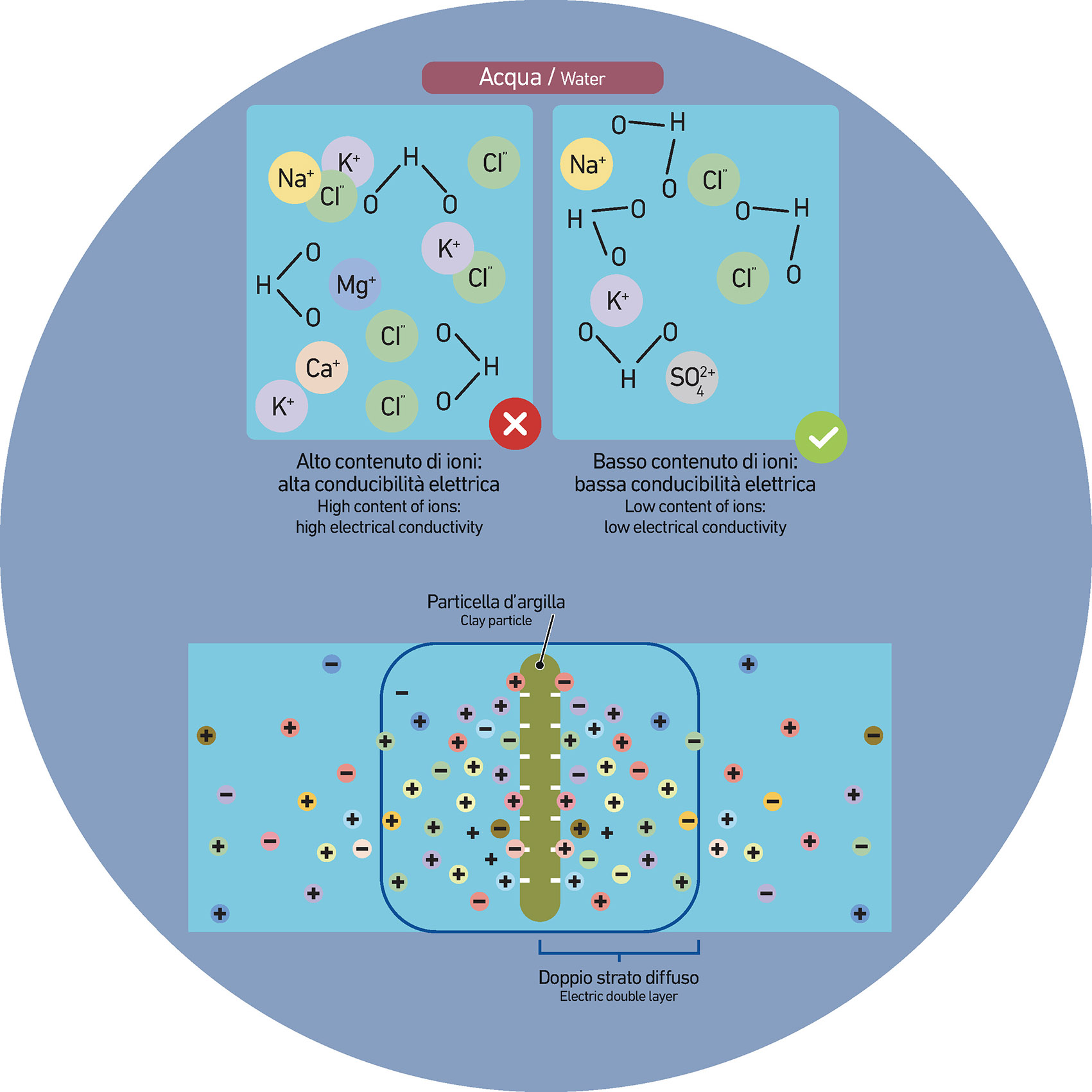
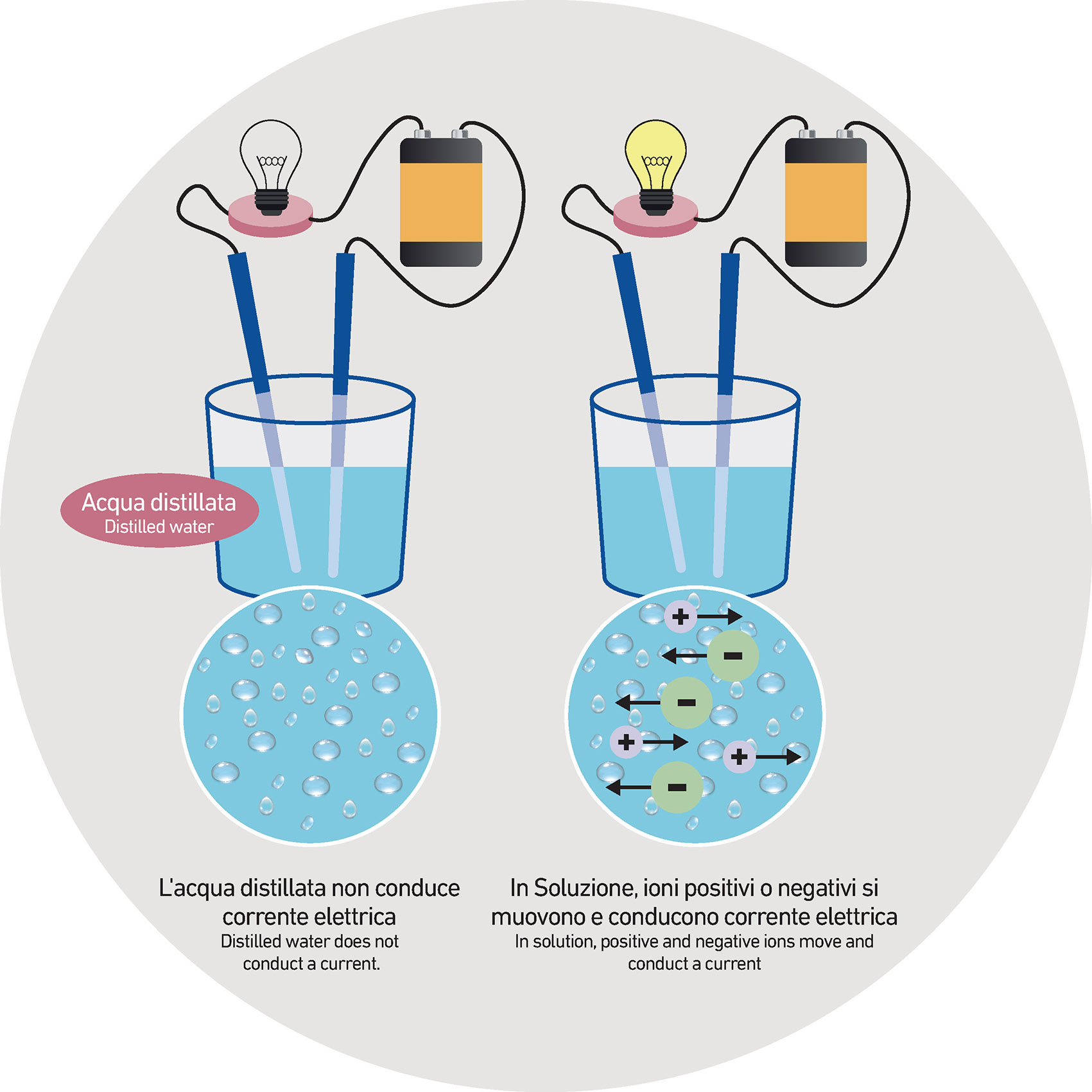
In linea generale è importante che la composizione e la qualità delle acque sia costante nel tempo così da evitare possibili fluttuazioni dei parametri di macinazione che costringerebbero le aziende a continui adattamenti e modifiche del metro di produzione già individuato. Per questa ragione esse devono essere sottoposte a controlli e monitoraggi costanti, in particolar modo sotto il profilo del pH e della conducibilità elettrica che, in termini essenziali, indica la quantità di ioni (cationi e anioni) presenti nell’acqua.
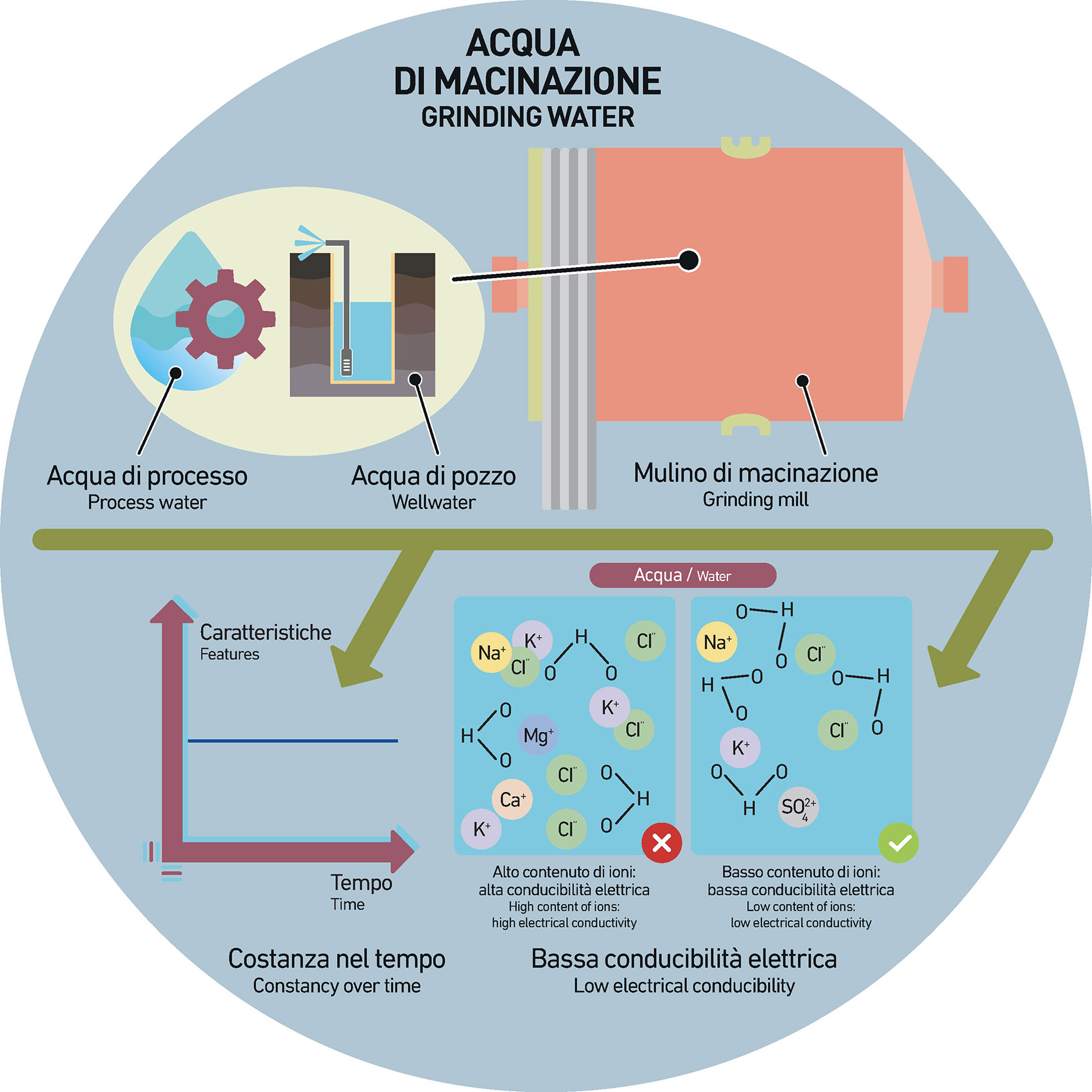
La conducibilità elettrica delle acque di macinazione deve essere bassa o, meglio ancora, bassissima così da agevolare il processo di fluidificazione.
Che cosa significa e perché?
In un’ottica di semplificazione è possibile dichiarare che un’acqua con bassa conducibilità elettrica è un’acqua contenente una bassa concentrazione di ioni. Un importante quantitativo di anioni e cationi multivalenti (come calcio 2+ o magnesio 2+) può creare interferenze rilevanti al processo di fluidificazione andando a ridurre lo spessore dello strato diffuso sulla superficie delle micelle argillose, cioè la distribuzione e lo spessore di anioni e cationi sulla superficie della micella argillosa.
Tale riduzione si traduce in un generale inviscosimento del sistema (cioè della barbottina) dovuto alla comparsa di fenomeni di attrazione elettrostatica. Potremmo dire, un po’ semplicisticamente, che le parti solide della sospensione (le micelle) si attraggono aumentando la viscosità della sospensione.
In altre parole:
un generale eccesso di ioni (siano essi monovalenti o multivalenti) all’interno di una barbottina a basso contenuto di acqua può dare origine a problemi di inviscosimento a causa del fatto che i suddetti ioni iniziano ad interferire fortemente tra gli strati diffusi delle micelle argillose.
L’unico modo per porre fine a questo meccanismo (e dunque al problema) è di aggiungere acqua al sistema così da abbassare il livello di concentrazione ionica.
In elettrochimica, il doppio strato diffuso (o doppio strato elettrico) consiste in una struttura che si origina all’interfaccia solido-liquido, in corrispondenza della quale si instaura un trasferimento di carica elettrica accompagnato dallo svolgersi di semi reazioni di ossidoriduzione. Da un punto di vista chimico:
a parità di conducibilità elettrica dell’acqua di macinazione, la presenza di ioni (e in particolare cationi monovalenti) agevola il processo di macinazione rispetto alla stessa acqua contenente cationi o ioni multivalenti.
Al contrario, la modesta quantità di ioni (sia monovalenti che multivalenti) presenti nell’acqua di macinazione permette di far scorrere e/o scivolare fluidamente le micelle argillose le une sulle altre, evitando fenomeni di attrazione e dunque inviscosimento (Un’importante quantità di ioni – e dunque un’acqua ad alta conducibilità – è in tal senso in grado di ridurre la disponibilità di acqua all’interno del sistema, peggiorandone la fluidità).
Risulta evidente come la poca acqua miscelata nella barbottina debba per forza di cose possedere una bassa conducibilità se si considera che la sfida dell’industria ceramica è oggi incrementare al massimo la densità della barbottina (riducendo il più possibile il contenuto d’acqua) così aumentare la produttività e ridurre al contempo i costi energetici necessari al processo di evaporazione dell’acqua durante la fase di atomizzazione.
- Il ruolo dei fluidificanti
Migliorare i difetti derivanti dall’alta conducibilità dell’acqua mediante l’uso di additivi è molto complesso. Tuttavia, l’uso di opportuni fluidificanti in fase di macinazione che agiscano da sequestranti nei confronti dei cationi bivalenti o multivalenti può certamente attenuare i difetti e facilitare i processi.
I FLUDIFICANTI DA IMPASTO sono tutti prodotti ionici, sali di sodio, e vengono di norma formulati in modo che possano coprire tutti i meccanismi di fluidificazione qui in elenco:
- Azione sequestrante
- Scambio cationico
- Azione sterica
L’impasto ceramico è un sistema estremamente eterogeneo e complesso ed è per questo che durante gli studi di fluidificazione all’interno dei laboratori è importante valutare diversi tipi di molecole in modo da ottimizzare sia il costo di fluidificazione che la densità massima di esercizio della barbottina.
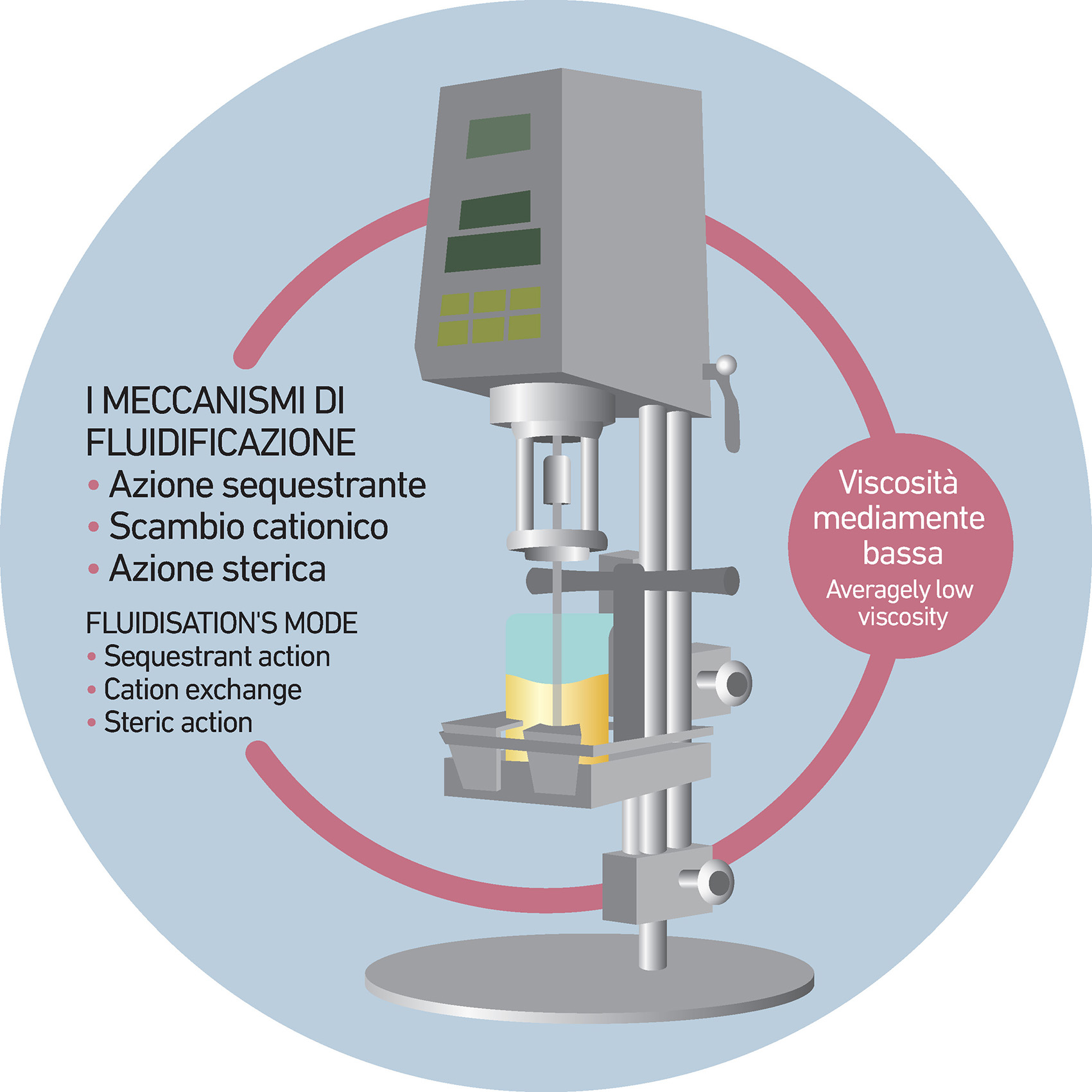
In linea generale, una fluidificazione da impasto può dirsi ottimale quando la reologia del sistema prevede, in fase di macinazione, una viscosità mediamente bassa che possa limitare il consumo di energia e tempi di macinazione ridotti. In particolare, gli additivi utilizzati devono fare in modo di ottenere una barbottina che non sia troppo fluida ma nemmeno eccessivamente viscosa: entrambi gli scenari impatterebbero sul sistema di macinazione alsing in modo da renderlo non pienamente performante.
A solo titolo di esempio, una viscosità troppo elevata non permetterebbe un buon trasporto dentro le tubazioni che conducono agli ugelli di sprayatura presenti all’interno dell’atomizzatore.
È importante evidenziare come tutti questi aspetti legati alla reologia della barbottina – dalla macinazione sino allo stoccaggio alla sprayatura (interna agli atomizzatori) – vengono simulati e riprodotti all’interno dei laboratori mediante l’uso di opportuni programmi presenti all’interno dei reometri.
C. SANITIZZANTI E PRESERVANTI
- Degradazioni microbiologiche: aumento della conducibilità elettrica e della viscosità del sistema
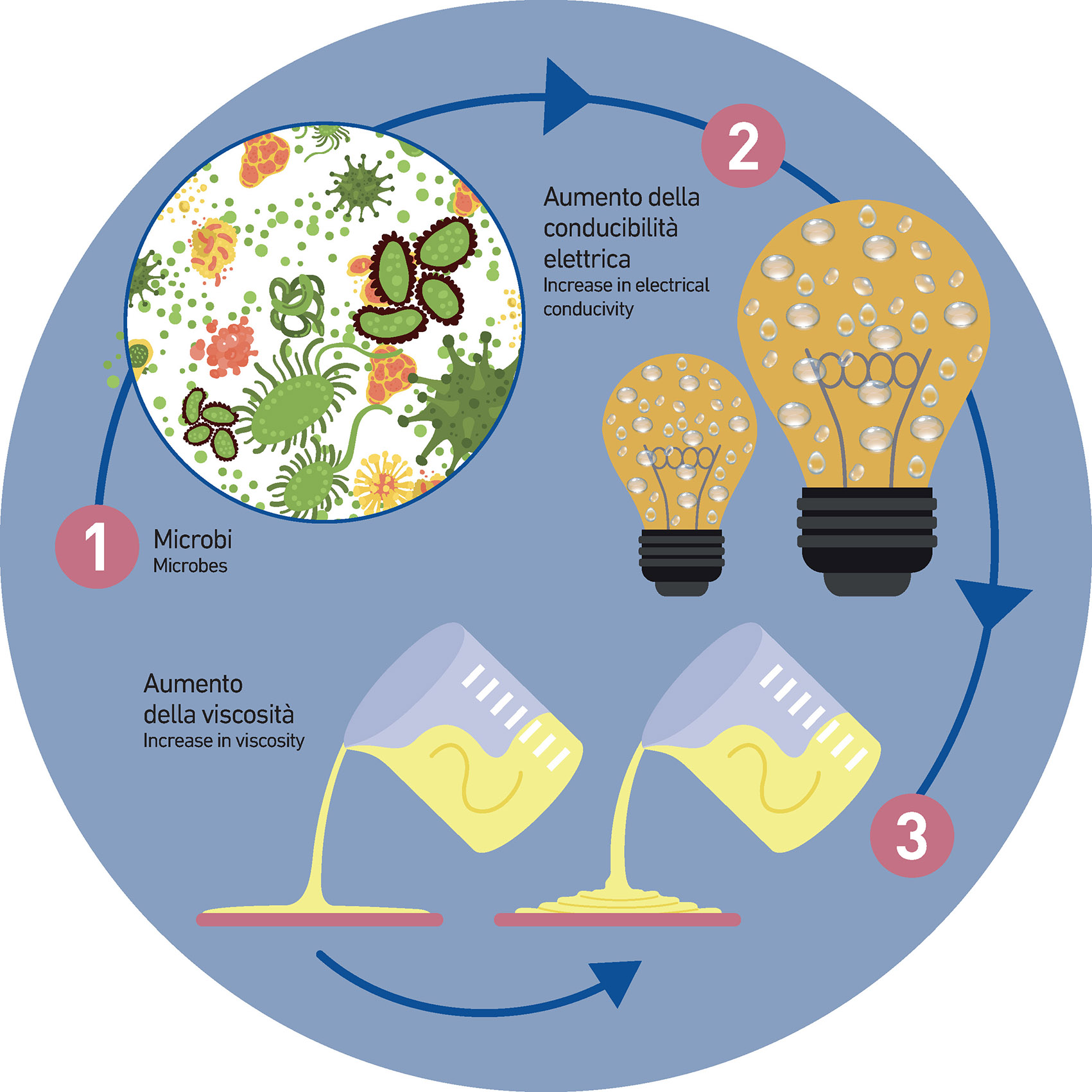
Un altro aspetto legato all’andamento della conducibilità elettrica sono i possibili fenomeni di degradazione microbiologica delle acque di processo che contengono sempre concentrazioni più o meno elevate di materiale organico. La degradazione microbiologica delle molecole organiche, che implica la formazione di un numero importante di metaboliti (scarti prodotti dai microrganismi), incide talvolta in maniera molto sensibile sull’aumento della conducibilità. L’aumento della conducibilità, come abbiamo visto sopra, comporta a sua volta un incremento della carica ionica all’interno della barbottina che, unitamente ad altri fattori, porta il sistema a VISCOSIZZARE.
- Monitoraggi
Risulta del tutto evidente l’importanza di un costante monitoraggio delle acque di processo e macinazione in modo da prevenire ogni possibile complicanza.
Soprattutto nelle stagioni più calde e umide, sarebbe utile procedere con studi approfonditi del ciclo delle acque all’interno dello stabilimento di produzione identificando i punti più sensibili di stoccaggio e intervenendo con adeguate procedure di periodica sanitizzazione e mediante un dosaggio, costante nel tempo, di appropriati additivi preservanti.
- Categorie di additivi per acque di processo
Anche in questi casi, l’unica azione possibile è l’aggiunta di acqua per ridare mobilità al sistema.
Tuttavia, è possibile intervenire a monte e prevenire gli eventuali fenomeni di degradazione grazie all’uso di specifici agenti chimici in grado di sanitizzare e preservare le acque: prodotti capaci di uccidere i microrganismi e/o evitare la loro proliferazione del tempo.
Nello specifico, si sta parlando di SANITIZZANTI (solitamente prodotti ossidanti) nel caso in cui detti prodotti abbiamo un’azione sui microrganismi piuttosto rapida ma con effetti brevi nel tempo: i microrganismi vengono debellati ma poi i batteri possono riapparire in tempi non eccessivamente lunghi. Si parla invece di PRESERVANTI nel caso di molecole che hanno la capacità di reagire nel tempo all’interno delle acque garantendone la salubrità.
Rimane in ogni caso inteso che è importante intervenire nelle fasi preliminari dell’intero processo così da scongiurare l’aumento della conducibilità derivante da degradazioni. Un’additivazione di questa natura direttamente in fase di macinazione risulterebbe tardiva e dunque inefficace.
FOCUS
Per quale motivo si utilizzano sia sanitizzanti che preservanti?
Il preservante garantisce in via preventiva che l’acqua priva di batteri non sia oggetto di degradazione: ogni colonia batterica (o spora) che dovesse sopraggiungere viene, di fatto, neutralizzata.
Il sanitizzante garantisce, in caso di proliferazione fuori controllo di microrganismi, la completa rimozione in breve tempo.
D. ADDITIVI PER LA RIDUZIONE DEL CUORE NERO
Per informazioni sul tema consultare la tappa #16 (video e pdf).
